Sacco System reforça sua presença na América Latina coma aquisição da SaccoBrasil e BioInsumos (Uruguai)

Sacco System, grupo biotecnológico italiano líder no desenvolvimento de culturas microbianas, probióticos, enzimas e soluções inovadoras para os setores de alimentos, nutracêutico, farmacêutico e agro-veterinário, anuncia a aquisição da Sacco Brasil, e da BioInsumos, no Uruguai. As duas empresas, que há anos colaboram com o grupo como distribuidoras, passam agora a fazer oficialmente parte da família Sacco System com as novas denominações Sacco System Brasil e Sacco System Uruguay. Esta operação representa um passo estratégico no percurso de crescimento internacional do grupo e consolida a sua presença na América Latina, uma região considerada chave para o desenvolvimento futuro do setor biotecnológico. um contexto particularmente favorável à inovação em biotecnologia e à expansão das atividades. A operação reforça ainda a presença do grupo nos mercados atuais e abre novas oportunidades de desenvolvimento, consolidando a posição da Sacco System entre os principais players internacionais do setor. A integração das duas empresas permitirá ao grupo atuar mais próximo dos mercados locais, aumentando a capacidade de resposta e a personalização das soluções. A América Latina confirma-se, de fato, como uma região em forte crescimento da demanda por probióticos, pósbióticos e soluções naturais, impulsionada também pela crescente atenção a ingredientes biotecnológicos de alta qualidade. A experiência acumulada pela Sacco Brasil e pela BioInsumos representa um valor agregado fundamental para a consolidação e expansão das atividades do grupo na região”, afirma Carlo Appennini, Executive Director Food da Sacco System. Um grupo italiano com mais de 150 anos de história O aumento da dose e/ou da concentração do cTudo começou em 1872 com o Caglificio Clerici em Cadorago (Como) e, após diversas aquisições, em 2016 nasce a Sacco System, que hoje representa uma referência internacional do Made in Italy em biotecnologia. Com um faturamento que em 2024 atingiu 172 milhões de euros, o grupo é reconhecido globalmente pela produção de culturas alimentares, probióticos, microrganismos e enzimas de alta especialização. Um grupo italiano com mais de 150 anos de história O aumento da dose e/ou da concentração do cTudo começou em 1872 com o Caglificio Clerici em Cadorago (Como) e, após diversas aquisições, em 2016 nasce a Sacco System, que hoje representa uma referência internacional do Made in Italy em biotecnologia. Com um faturamento que em 2024 atingiu 172 milhões de euros, o grupo é reconhecido globalmente pela produção de culturas alimentares, probióticos, microrganismos e enzimas de alta especialização. Graças a um know-how desenvolvido ao longo de mais de 150 anos de atividade, a Sacco System fornece ingredientes inovadores e soluções personalizadas para as indústrias de alimentos, nutracêutica, farmacêutica e agro-veterinária em mais de 110 países. Um dos grandes diferenciais do grupo é a sua coleção de cepas (ceparia), que reúne mais de 6.500 cepas bacterianas, considerada uma das mais amplas e qualificadas do mundo. A Sacco System investe ainda 6% de seu faturamento anual em pesquisa e desenvolvimento, reafirmando uma forte vocação científica e um compromisso constante com a inovação. Outro elemento distintivo é a sua natureza de empresa familiar, hoje liderada pela quarta e quinta geração da família Verga, que continua a direcionar o grupo para um crescimento global sustentável e de longo prazo. Uma estratégia de internacionalização em constante expansão O processo de internacionalização da Sacco System teve início em 2003 e levou à abertura de filiais na França, Suécia, Japão, Estados Unidos e Austrália. A aquisição da BioInsumos e da Sacco Brasil, empresas sul-americanas especializadas em soluções biotecnológicas para a indústria de alimentos, representa mais um passo à frente na estratégia de fortalecimento global do grupo. Essa expansão reflete plenamente a filosofia empresarial da Sacco System, baseada em uma atividade contínua de pesquisa capaz de antecipar as tendências do mercado. Prova disso são as numerosas colaborações com universidades e centros de pesquisa internacionais, que atualmente resultam em mais de 50 projetos ativos. Para apoiar a sua presença global, a Sacco System conta ainda com unidades produtivas em Skurup (Suécia) e Franksville (Wisconsin, EUA), além de um laboratório de pesquisa em Brisbane (Austrália). Com esta aquisição, a Sacco System reforça ainda mais o seu compromisso com a sociedade, o meio ambiente e o mercado por meio do propósito “Nurturing the World”, promovendo uma biotecnologia sustentável, inovadora e próxima das necessidades das empresas e dos consumidores em todo o mundo. Corante de urucum e sua descoloração em queijos O corante natural de urucum é o resultado da extração de pigmentos das sementes do urucuzeiro – Bixa orellana, uma planta nativa na América Tropical e é amplamente usado na fabricação de queijos continentais como o Prato, o Gouda, o Estepe, o Reino e etc. Além de conferir cor e melhorar a atratividade visual de produtos, sua origem natural e sustentável atende à demanda crescente por ingredientes“Rotulo Limpo” e alinhados às tendências globais de saudabilidade. Usado há anos pelos queijeiros no Brasil, o urucum sempre atendeu às necessidades para a qual é usado. Entretanto, nestes últimos anos tem sido comum a sua descoloração em queijos fracionados e sobretudo nos fatiados, constituindo um defeito visual desastroso. O problema ocorre em forma e intensidade variada. Uma vez embalados em materiais transparentes, desembalados, fracionados ou fatiados, quando expostos ao ambiente e à luz, principalmente delâmpadas fluorescentes e LED, os queijos apresentam descoloração externa ou interna. O período de exposição necessário para a alteração é variável, mas pode ocorrer, por exemplo, em menos de 24 horas – Figuras I, II e III. Os queijos da Foto I foram cortados e após exposição por alguns dias apresentaram a descoloração. O queijo da direita foi novamente cortado, cerca de 1 cm abaixo do corte inicial logo antes da fotografia.Neste momento a sua superfície não apresentou a descoloração como os outros dois, porém, algum tempo mais tarde descoloriu. O queijo da Figura II passou pelo mesmo esquema daqueles da Figura I. A estabilidade da bixina ou da norbixina sob certas condições, como calor, luz, oxigênio, temperatura, agentes oxidantes como ácido peracético e cloro, e tipo de solvente foi tema de vários estudos e asua degradação na presença de oxigênio e luz direta não é
Bactérias Termodúricas em Leite
Na edição 90, o tema aborda o papel das bactérias termodúricas na indústria de laticínios, destacando sua relevância tanto pela resistência aos processos térmicos quanto pelos impactos negativos que podem causar na qualidade do leite e de seus derivados. Essas bactérias, especialmente dos gêneros Bacillus e Clostridium, podem formar esporos e biofilmes persistentes, dificultando a higienização dos equipamentos e comprometendo a estabilidade dos produtos. Assim, compreender seus mecanismos de sobrevivência e os métodos eficazes de controle — como práticas rigorosas de limpeza, monitoramento microbiológico e validação de processos de sanitização — é essencial para assegurar a segurança e a qualidade dos laticínios. A qualidade microbiológica do leite é um dos pilares da indústria de laticínios, não apenas pela segurança alimentar, mas também pelo impacto direto na vida de prateleira, sabor, textura e estabilidade dos produtos derivados. Entre os microrganismos mais preocupantes nesse contexto, destacam-se as bactérias termodúricas, assim denominadas por sua capacidade de resistir aos processos térmicos de pasteurização. Essas bactérias podem ou não formar esporos. Entre as formadoras de esporos, os gêneros Clostridium e Bacillus possuem maior relevância tecnológica. Já entre as não esporuladas, algumas cepas de Lactococcus e Streptococcus também podem sobreviver ao tratamento térmico, embora em menor escala. A principal diferença entre Clostridium e Bacillus está nas condições de crescimento: enquanto Clostridium desenvolve-se em ambientes anaeróbios, Bacillus prolifera em condições aeróbias. Ambos podem comprometer a qualidade do leite e derivados, com crescimento ótimo entre 30 e 32 °C, mas capazes de se multiplicar em faixas mais amplas de temperatura. Fonte de contaminação e controle A presença dessas bactérias no leite geralmente está associada a falhas de higiene, desde a ordenha até o processamento industrial. Resíduos de leite, incrustações e biofilmes em equipamentos de ordenha, tanques de expansão, tubulações e sistemas de envase constituem ambientes propícios à sua persistência. Por isso, o controle da contaminação não depende apenas de processos térmicos adequados, mas exige rigor em limpeza e sanitização, incluindo validação de CIP (Cleaning in Place), monitoramento de resíduos orgânicos e rotatividade de detergentes e sanitizantes para evitar resistência microbiana. Efeitos tecnológicos Nos derivados lácteos, os impactos são distintos: Métodos de detecção e análise A quantificação de bactérias termodúricas em leite baseia-se na exposição da amostra a 62 °C por 30 minutos, seguida de contagem em placas. Esse tratamento elimina a maioria dos microrganismos sensíveis ao calor, permitindo o isolamento dos resistentes. • Para aeróbios (ex.: Bacillus), utiliza-se incubação em atmosfera normal.• Para anaeróbios (ex.: Clostridium), emprega-se jarra de anaerobiose.• O uso de Placas Peel Plate AC tem se mostrado uma ferramenta prática para análises de rotina. Além disso, a prova VAS-PAR é amplamente utilizada para triagem de termodúricos anaeróbios, especialmente em leite cru destinado ao processamento. Esse teste simples detecta a produção de gás durante a incubação prolongada, sendo um indicador rápido de risco tecnológico. Biofilmes e Esporos Um dos aspectos mais problemáticos dessas bactérias é sua habilidade de formar biofilmes aderidos a superfícies industriais. Nesses biofilmes, tanto células vegetativas quanto esporos permanecem protegidos, resistindo à ação de sanitizantes. Esporos bacterianos, por sua vez, representam uma estratégia de resistência altamente estável. Embora antes fossem considerados apenas um mecanismo de defesa em condições adversas, estudos recentes indicam que a esporulação pode ocorrer até em condições ideais de crescimento, principalmente em cepas de Bacillus isoladas de indústrias lácteas. Esses esporos aderem com facilidade ao aço inoxidável e a plásticos, sendo mais relevantes do que as células vegetativas na iniciação de novos biofilmes. Relação com Bactérias Psicrotróficas O leite cru também abriga microrganismos psicrotróficos, capazes de crescer em baixas temperaturas,como durante o armazenamento refrigerado. Entre os principais gêneros estão Pseudomonas, Acinetobacter,Flavobacterium, Klebsiella e Aeromonas.Já os gêneros mais comuns de termodúricos em leite cru incluem Microbacterium, Micrococcus eCorynebacterium, além de Bacillus e Clostridium. Alguns microrganismos, como Bacillus e Clostridium, possuemcaracterísticas tanto termodúricas quanto psicrotróficas. Impactos Tecnológicos e Econômico A presença de termodúricos e psicrotróficos no leite representa: Diante disso, a indústria deve investir em programas integrados de controle, incluindo: Influência do pH e da temperatura na fermentação propiônica O pH e a temperatura são dois fatores essenciais para o desenvolvimento das bactérias propiônicas e, portanto, é sempre importante ter o melhor controle possível desses parâmetros. Os valores podem variar em função da cepa, mas, em geral, o pH ideal para o desenvolvimento dos propiônicos situa-se na faixa entre 6,50 e 7,00. Valores de pH inferiores a 5,00 são muito pouco favoráveis e podem, dependendo da combinação com outros fatores — como umidade, sal e temperatura —, até mesmo impedir o crescimento. Os valores de pH observados no dia seguinte à fabricação, normalmente entre 5,20 e 5,40, não são definitivamente favoráveis aos propiônicos. No entanto, a partir de valores próximos a 5,00, cada elevação de 0,1 unidade representa um fator de favorecimento significativo. Essa elevação ocorre normalmente ao longo do processo de maturação. Algumas intervenções tecnológicas, como uma eliminação de soro mais forçada ou a lavagem da massa — que reduzem a quantidade de lactose disponível —, limitam a produção de ácido lático e contribuem para um menor abaixamento do pH. Na Figura I, apresenta-se a influência do pH sobre a fermentação propiônica. Com relação à temperatura ótima de crescimento, considera-se que a maioria das cepas apresenta valores próximos a 30 °C, embora a produção máxima de ácido propiônico ocorra a 25 °C. Essas bactérias resistem a tratamentos térmicos de 70 °C por 10 a 15 segundos e, portanto, não são afetadas pelas temperaturas de cozimento habitualmente praticadas. Por outro lado, o limite inferior de desenvolvimento é bastante impreciso. A temperatura de 7 °C é geralmente considerada o limite para um crescimento significativo; contudo, algumas alterações em queijos durante a maturação são atribuídas ao desenvolvimento lento de certas cepas, mesmo a temperaturas próximas de 3 °C. Na prática, a temperatura de maturação costuma oscilar entre 15 °C e 25 °C, sendo a faixa de 18 °C a 22 °C a mais comum. Temperaturas mais elevadas reduzem o tempo necessário de maturação em câmara quente, mas, por outro lado, favorecem o desenvolvimento
Coalhos: algumas características importantes

A edição 76 aborda como a linha Clerici é composta por preparações enzimáticas de origem animal, com diferentes concentrações de quimosina e pepsina, de forma a atender às necessidades de coagulação e maturação de cada tipo de queijo. A atividade dessas preparações pode ser influenciada pela temperatura e pH do leite e pela quantidade de cloretode cálcio adicionado. Esses parâmetros são usados para a compreensão da atividade coagulante e eventuaisajustes necessários sobre a tecnologia a ser adotada para cada queijo. A composição da preparação Por definição, a Clerici entende que coalho é a preparação enzimática obtida a partir da extração de enzimas exclusivamente do abomaso de animais. Quando ainda jovens, alimentando-se apenas de colostro ou leite, esses ruminantes desenvolvem no estômago as enzimas capazes de degradar seu único alimento. Portanto, o abomaso desses animais contém enzimas ricas tanto em composição quanto em atividade coagulante. As enzimas presentes são a quimosina e a pepsina, mas a principal delas é a quimosina. À medida que os animais crescem e passam a se alimentar de ração, feno e grama, desenvolvem os pré-estômagos fermentativos e a produção de quimosina nos abomasos diminui vertiginosamente. Quimosina É a enzima gástrica mais importante para a coagulação do leite. Os coalhos Clerici caracterizam-se por possuírem três quimosinas: A, B e C. Quando presente na preparação, em percentuais acima de 90%, ela permite obter:• Maior rendimento de fabricação;• Maior consistência do retículo de caseína;• Tempo de coagulação mais preciso;• Drenagem ideal e uma massa compacta;• Secagem adicional do grão de coalhada. Pepsina A pepsina bovina, também chamada de Pepsina II ou A, é uma protease altamente ácida. Os coalhos Clerici caracterizam-se por possuírem sete pepsinas: B e A.1-6. A presença dessas enzimas nas preparações proporciona uma melhor formação de sabor e aroma no queijo, representando uma vantagem notável do ponto de vista sensorial. Há ainda uma tendência de aceleração do processo de maturação, com influência benéfica em diversos tipos de queijo. Microelementos Os coalhos Clerici também são ricos em certos oligoelementos que protegem as enzimas contra o ataque de substâncias inibidoras. A presença desses oligoelementos permite obter maior estabilidade das quimosinas e pepsinas, maior resistência à diluição com água clorada e prolonga a eficiência do coalho ao longo do tempo. A força coagulante Muitas empresas medem a força coagulante de suas preparações usando números e títulos comerciais. Entretanto, a força coagulante dos coalhos é influenciada por diversos fatores, como composição do leite, sensibilidade das enzimas às variações de pH e qualidade do leite. As unidades Soxhlet são definidas como o volume de leite que uma preparação enzimática é capaz de coagular em 40 minutos a 35 °C. A força é expressa em proporções, por exemplo, 1:15.000, ou seja, 1 mL de coalho é capaz de coagular 15.000 mL de leite em 40 minutos a 35 °C. Com essa unidade, é fácil para o queijeiro entender, mas ela ainda depende do pH, da qualidade do leite e das variações pelo uso de padrões de referência. Dessa forma, a força em unidades Soxhlet, ainda usada atualmente, fornece apenas uma noção aproximada da atividade. O único método científico aprovado para medir a força de coagulação de preparações enzimáticas é o REMCAT — Relative Milk Clotting Activity Test, especificado na International Dairy Federation Standard 157:2007/ISO 11815, que utiliza IMCUs (International Milk Clotting Units – IMCU mL⁻¹). Nesse método, o tempo de coagulação é medido em uma amostra com pH ajustado para 6,50, de acordo com os padrões de referência internacionais da composição enzimática. Esse procedimento é muito robusto, pois as enzimas reagem de forma consistente a quaisquer variações nas condições de teste. A força medida pelos métodos da IDF é expressa em IMCU e indicada nos rótulos e fichas técnicas das preparações comerciais. IMCU: Unidade Internacional de Coagulação do Leite Uma unidade de coagulação do leite (U) é definida como a quantidade de enzima capaz de coagular 10 mL de leite em pó desnatado reconstituído a 12%, a 30 °C, com pH 6,50 em 100 segundos. Contudo, o método REMCAT preconiza a necessidade do uso de dois padrões: um apenas para quimosina e outro para pepsina, ambos com força conhecida de 1000 IMCU. A força dos padrões em IMCUs é determinada fazendo-os reagir com um peptídeo sintético e medindo a taxa de proteólise. O título da amostra em exame, após a determinação do percentual enzimático relativo, é calculado em relação ao título dos padrões já conhecidos. Com esse método, a força do coalho é expressa em IMCU. A declaração da força da preparação, expressa em IMCU, deve ser sempre acompanhada da indicação da composição enzimática, ou seja, da relação quimosina/pepsina. Do ponto de vista prático, é importante considerar que há uma limitação na avaliação, pois a pepsina é mais proteolítica que a quimosina. Essa característica faz com que o padrão de 1000 IMCU de pepsina apresente potencial coagulante menor do que o padrão de 1000 IMCU da quimosina. Como consequência, uma coalhada obtida com preparações de mesmo título em IMCU, mas com diferentes relações enzimáticas, pode apresentar comportamento distinto. Na Tabela I, apresenta-se uma conversão aproximada entre diferentes unidades de atividade, em miligramas, de leite coagulado com diferentes enzimas. Na Tabela II, apresenta-se a quantidade de mililitros de preparação enzimática, com diferentes proporções de quimosina e pepsina, necessária para coagular 100 litros de leite pasteurizado, a pH 6,50, com 16 g de CaCl₂ a 32 °C. Fatores que interferem na atividade: Temperatura A atividade aumenta com a elevação da temperaturade coagulação, conforme ilustrado no Gráfico I. Gráfico I: Atividade relativa para diferentes tipos decoalho a temperaturas entre 28 e 34 °C assumindo100% de atividade a 31 °C. PH Na faixa de pH normalmente utilizada para aprodução de queijo, a atividade enzimática aumentacom a diminuição do pH ou aumento da acidez Dornic,conforme ilustrado no Gráfico II. Gráfico II: Influência do pH na atividade relativade diferentes preparações. Concentração de proteínas A padronização em proteínas a valores entre 32 a 40 g/L, além de permitir uma maior regularidade de fabricação,permite a obtenção de coágulos mais
Valor monetário dos constituintes do leite e rendimento
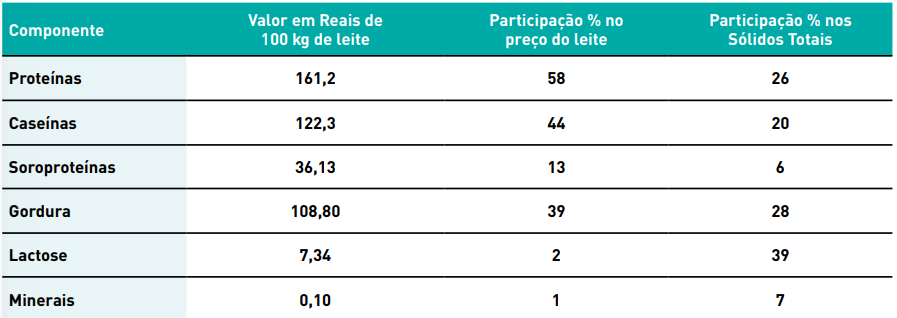
Nossa linha de raciocínio terá como base o último dado publicado pelo índice CEPEA, que apontava o preço base do litro de leite no Brasil em R$ 2,8481. Dividindo o valor em litros pela densidade média do leite, ou seja, 1,032 g/mL, podemos converter de litros para quilogramas e obter o valor de aproximadamente R$ 2,7840/kg de leite. Esse valor é constituído pela matéria-prima integral, tal como ela é recebida na unidade industrial para a produção de queijos. Entretanto, como há constituintes com maior ou menor relevância na produção de queijos, a questão central reside em saber como atribuir valores a cada um deles. Esta é uma resposta importante para a correta precificação, especialmente em função dos dois constituintes de maior relevância, que são a proteína, sobretudo a caseína, e a gordura. Considerando-se a extensão das variações de composição, que acontecem entre distintas regiões e até mesmo entre linhas de leite de uma mesma região, temos dois pontos cruciais para a formação de preço com o objetivo de ajustar custos, aferir e, se possível, melhorar rendimentos com a otimização do uso dos constituintes: • Conhecimento detalhado da composição do leite;• Ajuste das cifras de transição em cada unidade e processo fabril. Na fabricação de queijos, é possível considerar, inicialmente, que o valor monetário total do leite seja atribuído ao percentual de seus sólidos totais. Em teoria, pode-se atribuir à água, que constitui aproximadamente 88% do total do leite, um valor monetário insignificante para a produção. A parte sólida é aquela que realmente deverá ser considerada como base para os sistemas de pagamento de leite e compreensão dos custos de produção. Para exemplificar um processo de formação de preço, tomaremos por base um leite de vaca com a seguinte composição percentual: Entretanto, é importante ressaltar a necessidade de se trabalhar com dados próprios obtidos através deanálises periódicas.Com base em valores momentâneos de mercado, nós podemos atribuir valores aos diversos constituintes,como se demonstra a seguir: Feitas estas considerações, fica construída a base de cálculo por 100 quilos de leite, sendo então o seu valor monetário equivalente a R$ 278,40 em média. A lactose e os sais minerais representam 2,63% do valor monetário do leite – 7,336 / 278,40 x 100. Do total do valor de R$ 278,40, a lactose e os sais minerais correspondem a 4,70 + 0,90 kg x R$ 1,31, ou seja, R$ 7,336, de acordo com a nossa tabela. A gordura do leite representa 3,40% no leite. Ao preço de R$ 32,00, temos um valor total de R$ 108,80 – 3,40 kg x R$ 32,00. Esse valor equivale a 39,0% do valor monetário do leite – 108,80 / 278,40 x 100. É importante lembrar que a gordura constitui 28% dos sólidos do leite – 3,4 / 12,1 x 100. As proteínas, por sua vez, totalizam 3,10 kg em 100 kg de leite, representando R$ 161,20 – 3,10 x R$ 52,00. Este valor equivale, no mínimo, a 58% do valor monetário do leite – 161,20 / 278,40 x 100. A importância das proteínas neste sentido pode ser observada também pelo percentual que elas representam sobre os sólidos totais do leite representam 25,60% – 3,10 / 12,10 x 100. O valor monetário do leite poderia, então, ser formado da seguinte maneira: Conforme citado anteriormente, é chegado o momento de entender melhor a importância monetária das caseínas. O valor monetário delas, em média, chega a ser equivalente ao dobro do valor atribuído às proteínas do soro. Além disso, as caseínas constituem cerca de 80% do total das proteínas do leite e são, portanto, as principais responsáveis pelo rendimento da fabricação de queijos. Na tabela a seguir, apresenta-se o valor monetário de cada constituinte, a sua participação percentual no preço do leite, assim como nos sólidos totais. Como podemos verificar, os componentes do leite que são realmente importantes para a produção de queijo são as proteínas e a gordura. Estes dois constituintes representam 97% do valor monetário do leite ou 54% dos sólidos totais do leitee apenas 6,5% do leite fluido. Na tabela, mais uma vez é possível observar e confirmar a importância das caseínas, cujosnúmeros, contidos naqueles referentes às proteínas, estão apresentados em destaque juntamente com os das proteínasdo soro.Os números demostram que, para otimizar os rendimentos, a ênfase no trabalho deverá estar sempre voltada para ocontrole e minimização das perdas destes constituintes durante todo o ciclo, que se inicia na ordenha, passa pelo tempode estocagem a frio, pela coleta, pelo processo de fabricação e salga. Conclui-se, portanto, que, ao examinarmos o valor dos constituintes do leite cru, há duasobservações que podem ser levantadas como ponto central para o entendimento demonstradoacima: