A fermentação propiônica em Parmesão
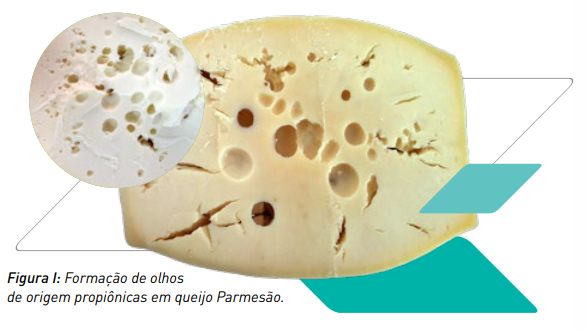
Na edição 77 aborda-se o desenvolvimento de bactérias propiônicas no queijo exerce papel importante no processo de maturação, influenciando diretamente a textura, o sabor e o aroma do produto. No entanto, quando ocorre crescimento excessivo, surgem defeitos indesejáveis, como olhaduras, trincas, alterações de sabor e até estufamento tardio. Diante disso, compreender os fatores que afetam essa fermentação — como pH, teor de sal e temperatura — é fundamental para garantir a qualidade do queijo Parmesão. Em geral, o desenvolvimento moderado de bactérias propiônicas naturais do leite neste tipo de queijo desempenha um papel importante no processo de maturação, contribuindo tanto para a estrutura da massa quanto para a formação de sabor e aroma no produto, através do metabolismo de lactatos, da proteólise e da lipólise. Entretanto, quando o crescimento é excessivo, pode ocorrer a formação de olhos, alterações de sabor e aroma e, dependendo da intensidade, o estufamento tardio. As olhaduras se caracterizam por serem redondas, lisas e brilhantes, podendo ser distribuídas de forma uniforme ou não. A Figura I ilustra a formação de olhaduras em queijo Parmesão pela produção de gás por bactérias propiônicas com duas manifestações distintas. No queijo da direita, além da formação de olhaduras, também há trincas. Este tipo de estrutura é mais comum em queijos como o Parmesão, em função da menor elasticidade da massa em comparação, por exemplo, à massa de um queijo Emmental. São várias as espécies propiônicas que podem causar este problema, mas o P. freundenreichii parece ser a mais frequente. As alterações de sabor são caracterizadas pela formação de gosto adocicado com tendência a frutado, em decorrência dos produtos oriundos da fermentação propiônica, como a prolina, os propionatos e os acetatos. A intensidade da fermentação depende do pH, da concentração de sal e da temperatura de maturação do queijo. Avaliando-se isoladamente cada um destes fatores, deve-se considerar o seguinte: O ciclo térmico no tanque de fabricação e o tempo de fermentação pós-fabricação devem favorecer plenamente o trabalho do fermento. Vale reforçar veementemente que este tipo de queijo definitivamente não permite sua entrada na salmoura no mesmo dia de sua fabricação. Da mesma forma, faz-se necessária a correta manutenção da salmoura — grau de pureza, temperatura, pH, concentração de sal e a garantia do tempo mínimo necessário de permanência do queijo na salmoura. Com relação à temperatura de maturação, as tecnologias italianas preconizam curar entre 16 e 18 °C. Certamente, estas condições são muito favoráveis ao desenvolvimento das atividades que envolvem o processo de maturação, porém é preciso ter cuidado. Considerando-se a diferença de qualidade dos leites italianos e brasileiros, esta faixa de temperatura deve ser considerada elevada para os nossos padrões. Nossa experiência não deixa dúvidas de que é melhor ser mais prudente e trabalhar entre 12 e 14 °C e, excepcionalmente, entre 14 e 16 °C. A bactofugação e algumas culturas bioprotetoras, usadas principalmente no combate a butíricos, também influenciam o crescimento de propiônicos em queijo Parmesão. Maturação de queijos de massa mole Sequências de maturação e faixa de ajuste usualmente empregadas em tecnologias de queijos demassa mole – B. Mietton, E. Notz et I. Chablain – Le Fromage:
Iogurtes: algumas alternativas de tecnologia
Na edição 78 aborda-se como a acidificação do leite por fermentação é um dos métodos mais antigos de conservação, responsável por originar uma variedade de produtos conhecidos como leites fermentados, como kumiss, kefir, leite acidófilo e iogurte. Tradicional nos Balcãs e no Oriente Médio, o iogurte se popularizou mundialmente e vem sendo estudado por suas qualidades organolépticas, nutritivas e terapêuticas. Esse conhecimento permite compreender melhor sua fabricação e valor nutricional, além de atender ao crescente interesse por iogurtes com maior teor proteico, obtidos por diferentes técnicas de processamento. A acidificação do leite por fermentação é um dos métodos mais antigos de sua conservação, com capacidade de conferir-lhe qualidades organolépticas apreciáveis. Existem diversos métodos de se realizar estas fermentações em distintas partes do mundo, que dão origem a uma variedade de produtos conhecidos como leites fermentados, incluindo kumiss, kefir, leite acidófilo e iogurte. Esses produtos variam consideravelmente em composição, sabor e textura, de acordo com o tipo de leite, a natureza dos organismos presentes na fermentação e o processo de fabricação utilizado. A palavra “iogurte” é derivada da palavra turca “jugurt” e trata-se de uma bebida tradicional nos Balcãs e no Oriente Médio. No entanto, sua popularidade se espalhou para a Europa e para muitas outras partes do mundo, com aumento significativo de consumo nos últimos anos. Estudos realizados em países das comunidades europeias, particularmente na Bulgária, contribuíram decisivamente para a compreensão das dietas saudáveis ligadas ao consumo de leites fermentados. Consequentemente, é oportuno rever o conhecimento em termos de processamento e fabricação; sua microbiologia e bioquímica e suas qualidades organolépticas, nutritivas e terapêuticas, sendo que, ao fazê-lo, identificamos abordagens que tratam as propriedades nutricionais e terapêuticas de cada leite fermentado, segundo as variações de processo e microbiologia. Como na maioria das vezes, as abordagens sobre o assunto tratam de forma mais frequente o aspecto técnico em detrimento da contribuição nutricional. Cabe refletir que, compreender e então agregar valor ao desenvolvimento desses produtos pode ser uma prática de interesse mútuo: da indústria e do consumidor. Iogurtes com alto valor proteico Os iogurtes com elevado percentual proteico ganharam interesse dos consumidores nos últimos anos. Parte desta impulsão decorre de melhorias no sabor e textura, mas também por evidências científicas sobre os benefícios para a saúde aportados pelo consumo de proteína em geral e mais especificamente proteínas lácteas como as do soro. O teor proteico do iogurte pode ser aumentado em dois momentos da fabricação: Antes da fermentação, por adição de: Após a fermentação do produto, por: A concentração antes da fermentação evita a produção de soro ácido, porém apresenta o inconveniente de diminuir a digestibilidade do produto, uma das mais tradicionais características dos iogurtes concentrados. Por outro lado, a concentração após a fermentação apresenta o inconveniente da geração de grandes volumes de soro ácido, cujo reaproveitamento é uma preocupação para a indústria de laticínios. Ao redor do mundo, diferentes técnicas de processamento são utilizadas, influenciando a composição do iogurte, sua estrutura, reologia e propriedades sensoriais. Estas variações dão origem a uma grande diversidade de iogurtes e leites fermentados de alto teor proteico, concentrados ou drenados, elaborados em diversos países sob diferentes nomenclaturas, como, por exemplo, o Labneh no Mediterrâneo Oriental, o Torba na Turquia, o Stragisto na Grécia, o Chakka na Índia e o Ymer na Dinamarca. Um recente estudo de seleção e identificação de culturas naturalmente presentes nas produções desses iogurtes mostrou que, além da diversidade microbiológica encontrada, as características de formação estrutural, viscosidade e acidificação devem ser tratadas de maneira muito específica quando se objetiva a elaboração de produtos com alto valor proteico. A proteína adicionada ou concentrada auxilia na obtenção de um corpo firme e de uma mínima separação de soro, mesmo sem o uso de agentes estabilizadores. À medida que o teor proteico dos iogurtes aumenta, a porosidade do gel diminui, o que pode ser evidenciado pela microscopia eletrônica de varredura. Iogurtes produzidos com leites desnatados e suplementados podem ser adicionados com proteína de leite em pó ou soro em pó, elevando os sólidos lácteos a números próximos de 5,60% de proteína. Para todos esses casos, é importante a escolha de culturas de iogurte de baixa viscosidade em comparação àquelas usualmente comercializadas para iogurtes batidos. Isso promove uma boa capacidade de fermentação com estrutura firme, sem apresentar fios ou excesso de gomosidade, o que é definitivamente uma característica negativa em produtos fermentados ricos em proteína e em sólidos lácteos. Rótulo limpo e sem conservantes A demanda do consumidor por rótulo limpo aumentou nos últimos anos. No entanto, alimentos de rótulo limpo ou clean label, com listas de ingredientes simples e minimalistas, geralmente exigem critérios rigorosos de produção, a fim de evitar que apresentem qualidades sensoriais menos desejáveis. Entender a abrangência da tendência de rótulo limpo em leites fermentados deve ser um tema de grande interesse para a indústria de alimentos. Os resultados de uma análise experimental sugeriram que a rotulagem limpa aumenta significativamente a probabilidade de escolha do consumidor. O iogurte é uma categoria de produtos alimentícios na qual foram realizados esforços significativos de reformulação para satisfazer a demanda do cliente por rótulo limpo. Esses esforços de reformulação visaram à eliminação de ingredientes como corantes artificiais, conservantes químicos e amidos modificados. Para características sensoriais, a sensação cremosa na boca e a aparência suave parecem ser fatores críticos no iogurte. Paralelamente, o produto deve apresentar o mínimo possível de sinérese, ou expulsão de soro líquido. Em substituição aos conservantes químicos, a opção por bactérias láticas dotadas de mecanismos de inibição ao crescimento de culturas indesejáveis tem se mostrado uma solução interessante na direção do rótulo limpo. Aplicações práticas Nossas experiências práticas evidenciam que iogurtes desnatados podem ser fabricados com teor de proteína total variável entre 5,00% e 12,00%, e entre 11,00% e 15,00% de sólidos a partir de leite desnatado fortificado. Um concentrado contendo aproximadamente 84% de proteína do leite foi adicionado a um leite desnatado para obter 11,30% de proteína total e 15% de sólidos totais. A mistura foi homogeneizada, pasteurizada a 90 °C por 10 minutos
Possíveis fontes e vias de entrada de microrganismos no leite
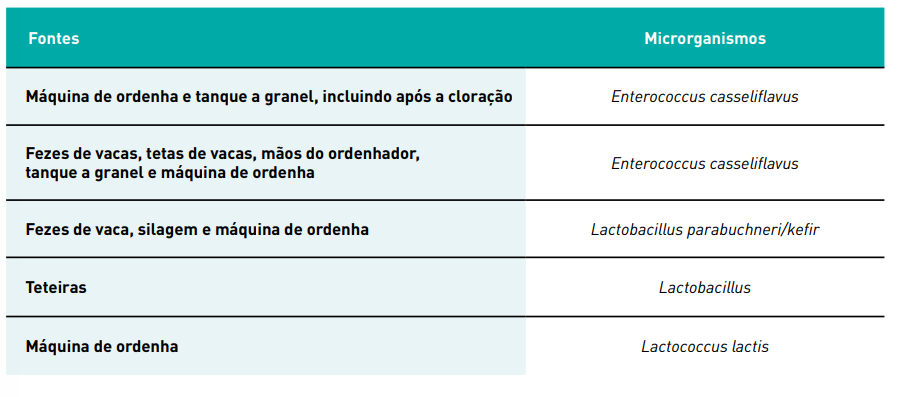
Na edição 80 a qualidade microbiológica do leite está diretamente relacionada às diferentes fontes de contaminação às quais o produto pode estar exposto durante o processo de produção. Essas contaminações podem ser endógenas ou exógenas e incluem uma ampla diversidade de microrganismos patogênicos, deteriorantes e benéficos. A contaminação do leite pode processar-se por duas vias: a endógena, no caso de animais enfermos, e a exógena, que ocorre após a saída do úbere. Estas contaminações podem atingir a ordem de milhões de bactérias por mililitros e incluem tanto microrganismos patogênicos como deteriorantes. Independentemente da espécie animal, a contagem de bactérias é muito maior do que a contagem de fungos, sendo a microbiota fortemente influenciada pelo sistema de manejo geral da fazenda. A variação da microbiota é ampla entre fazendas, mas geralmente muito menor na própria fazenda. Na parte superior da glândula mamária de uma fêmea lactante saudável, o leite é frequentemente considerado estéril. A partir do canal da teta, tem origem a formação de uma população microbiana, desejável ou indesejável, cuja composição depende dos mais diferentes fatores, diretos ou indiretos, que envolvem o sistema de produção do leite. Na saída do úbere, os fatores diretos que entram em cena são os ambientes microbianos com maior contato com o leite, ou seja, as tetas do animal, os equipamentos e a linha de ordenha, o ar e o tanque de armazenagem. As fontes indiretas são a ração, a cama, a água de beber e de lavagem, o estábulo e o ordenhador. A colonização microbiana será definida pelo grau de proximidade da fonte durante a produção. Tanto o canal como a superfície das tetas são colonizados por uma grande diversidade de bactérias e constituem uma fonte potencial direta de entrada de microrganismos No leite, as populações predominantes no canal vão de estafilococos coagulase negativa a enterobactérias, bactérias corineformes, clostrídios e bactérias Gram negativas, como, por exemplo, pseudomonas. A microbiota da superfície das tetas é dominada por estafilococos coagulase negativa, bactérias corineformes, enterobactérias, butíricos, pseudomonas e também bactérias láticas. Os biofilmes em equipamentos de ordenha de aço inoxidável, borracha, silicone, vidro ou plástico são igualmente considerados outra fonte direta e, portanto, contribuem para o aumento da carga microbiana do leite cru. As fontes microbianas indiretas estão associadas à alimentação, ou seja, pastagem, silagem e feno. A pastagem normalmente é rica em bactérias Gram negativas, como Enterobacteriaceae, estafilococos e bactérias corineformes, como Curtobacterium sp., além de leveduras. No entanto, apresenta baixo teor de Lactococcus lactis ssp. lactis. A silagem pode abrigar várias bactérias láticas, incluindo Pediococcus pentosaceus e lactobacilos, mas não enterococos, Pseudomonas sp., bactérias coliformes, leveduras e bolores, além de bactérias filamentosas semelhantes a bolores. O feno pode conter gêneros fúngicos, como Eurotium sp., microrganismos mesofílicos e actinomicetos termofílicos ActiNomycetaceae e bastonetes Gram positivos, como Curtobacterium sp., Bacillus e Paenibacillus sp., além de Gram negativos, como Pantoea e Pseudomonas sp. A água dos bebedouros também pode ser fonte de leveduras, Pseudomonas sp. e coliformes. Nos estábulos e nas salas de ordenha, a água de lavagem, assim como as fezes, constituem fontes indiretas de contaminação. As fezes, em todas as fases, são responsáveis pela introdução de Enterobacteriaceae, bactérias esporuladas, leveduras e várias bactérias láticas. Atualmente, as transferências microbianas para o leite no nível de cepas não passam de sugestões. Elas carecem de mais estudos com emprego de análises que permitam o sequenciamento genômico, de forma a fornecer novos conhecimentos sobre os fluxos gênicos e a adaptação metabólica de cepas de diferentes origens. Alguns estudos realizados com o uso de tipagem molecular evidenciaram a presença de algumas cepas comuns ao leite cru e ao ambiente da propriedade. As fontes e espécies são demonstradas na Tabela I.
Propriedades de coagulação do leite
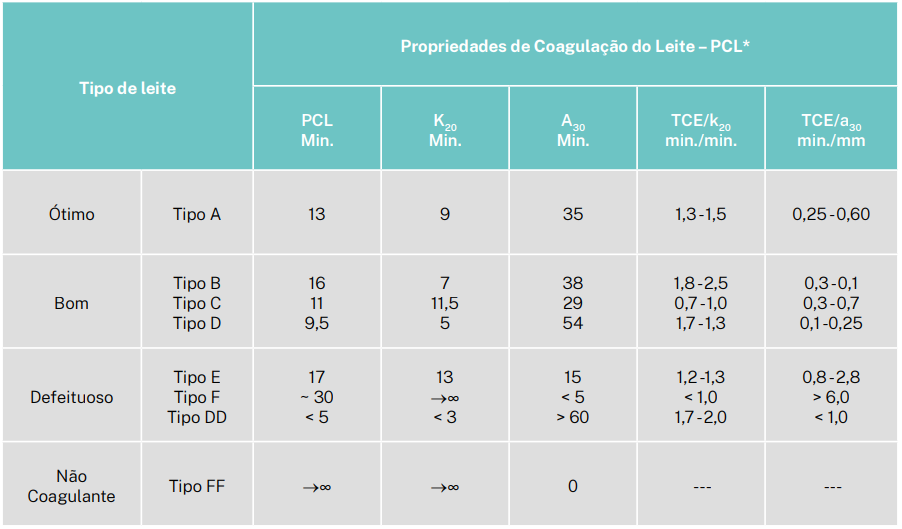
Na edição 89, o tema das propriedades de coagulação do leite revela como parâmetros como o tempo de coagulação enzimática, a firmeza do coágulo e a sinérese influenciam diretamente o rendimento, a qualidade e a maturação dos queijos, destacando a importância de compreender e monitorar essas variáveis para otimizar o processo produtivo e garantir consistência e excelência nos produtos lácteos. A questão da modelagem da coagulação vem sendo discutida há muitos anos nos países tradicionalmente produtores de queijos. Mais recentemente, passou a fazer parte do receituário queijeiro brasileiro. Mantendo nossa tradição, esta edição do Via Láctea leva aos profissionais da área uma revisão técnica do tema. A coagulação do leite é uma das quatro etapas essenciais à fabricação de queijos. Além da diversidade de parâmetros envolvidos no processo, ocorrem variações na capacidade de coagulação do leite em função das diferentes espécies leiteiras, que produzem leites com distintas composições e, sobretudo, com variantes genéticas da caseína. Neste contexto, surge o conceito de avaliação das “Propriedades de Coagulação do Leite – PCL”, um aspecto essencial para determinar o potencial queijeiro de um leite. Afinal, condições favoráveis à coagulação, como a taxa de conversão, a firmeza do gel, assim como a sua capacidade de sinérese, têm um efeito positivo em todo o processo de fabricação de queijos e, consequentemente, na sua maturação. Portanto, conhecer estes parâmetros para selecionar leites com maior capacidade de coagulação é uma estratégia valiosa para a otimização da fabricação de queijos, que deve ser rotineiramente considerada na indústria de laticínios. Vários estudos confirmam que a análise das PCL produz informações relevantes para o processamento, o rendimento e a qualidade geral dos queijos. As PCL correspondem a medidas obtidas com o emprego de equipamentos de coagulação computadorizados, mecânicos ou ópticos que registram a firmeza da coalhada ao longo do tempo (FCt). Tradicionalmente, as PCL são: o tempo de coagulação enzimática (TCE), em minutos; a firmeza do coágulo a30, em milímetros (FC); e o tempo de firmeza do coágulo k20, em minutos. A PCL pode, portanto, ser definida como a capacidade do leite, frente à ação enzimática de um agente coagulante, de formar um gel com consistência adequada, no tempo ideal e com boas propriedades de sinérese. Diversas abordagens podem ser utilizadas na determinação da PCL, porém a mais comumente usada, tanto em nível de pesquisa quanto industrial, é a lactodinamografia. Existem vários equipamentos que podem ser usados para essa análise. O método de determinação das propriedades de coagulação do leite por parâmetros lactodinamográficos é classificado como um sistema mecânico ou reológico baseado no registro da oscilação, acionado por um campo eletromagnético criado por um pequeno pêndulo de aço inoxidável imerso na amostra de leite. Essa técnica monitora a viscosidade de amostras de leite mantidas a uma temperatura fixa após a adição de coalho. Três parâmetros de ponto único são considerados PCL úteis: Na Figura I temos um diagrama típico gerado por um Formagraph, mostrando o tempo de coagulação enzimática (r = TCE, minuto) e as características de firmeza da coalhada (tempo para atingir 20 mm – k20, minutos – e firmeza da coalhada 30 minutos após a adição da enzima – a30, mm) em função do tempo, representados na curva lactodinamográfica registrada com Formagraph original. Algumas combinações de PCL, conforme ilustra a Tabela I, têm sido usadas para classificar o leite comoótimo, bom, defeituoso e não coagulante. TCE = Tempo de Coagulação Enzimática – k20 = Tempo de Firmeza da Coalhada – a30 = Firmeza da Coalhada. Tabela I: Classificação do leite de acordo com o formato das curvas lactodinamográficas para a indústria de laticínios. A curva “Tipo A” é aquela considerada ótima na Tabela I e comparadas a ela as demais curvas podem serassim interpretadas: Estes diferentes perfis de curva, ilustrados na Figura II, demonstram como as variações decomposição físico-química do leite têm impacto direto no seu comportamento tecnológico. Estes formatosforam reconhecidos e são utilizados como referência, permitindo que a indústria de laticínios utilize alactodinamografia como uma ferramenta de diagnóstico para classificar o leite e antecipar seu desempenhono processo de fabricação de queijos. Figura II: Ilustração da classificação das formas de curvas lactodinamográficas mais comuns segundo Annibaldi et al. – 1977. De acordo com estudiosos do assunto, em relação às suas propriedades de coagulação, um leite é considerado excelente quando apresenta valor de TCE de 11 minutos e 30 segundos a 18 minutos, um k20 entre 5 minutos e 30 segundos e 8 minutos e 30 segundos e um a30 entre 20 e 40 mm. Sem dúvidas, as propriedades de coagulação do leite são importantes na fabricação de queijos, não apenas pelo impacto positivo no rendimento e na qualidade em geral, mas também porque podem ser usadas como indicadores da eficiência da produção e em sistemas de remuneração do leite. Entretanto, ainda temos um caminho a percorrer, visando à minimização da variabilidade causada principalmente pelas raças de gado, pelos fatores ambientais, pela composição e propriedades do leite, pelo preparo das amostras, pelo tipo de configuração do instrumento e pela repetibilidade e reprodutibilidade da técnica, por exemplo.
Pós acidificação e perda de viscosidade na produção de Iogurtes: causas e soluções

A edição nº 88 explora como a pós-acidificação e a perda de viscosidade afetam diretamente a qualidade do iogurte, revelando os fatores que intensificam a acidez ao longo do armazenamento e os desafios para manter a textura e a cremosidade ideais, fundamentais para a experiência sensorial do consumidor. A pós-acidificação em iogurtes é um fenômeno que ocorre após o processo de fermentação, no qual o pH do iogurte continua a diminuir, resultando em uma acidez adicional no produto. Esse aumento na acidez pode ocorrer devido a diferentes fatores que envolvem tanto as características do produto, quanto as condições de armazenamento, incluindo o tipode leite utilizado na fabricação, os microrganismos presentes, e as condições de fabricação. Já a perda de viscosidade em iogurtes é um fenômeno em que se rompe a estrutura formada pela fermentação e os constituintes da formulação. Para se obter uma boa viscosidade, é importante estabelecer formulações eficientes e procedimentos que padronizam a mistura de ingredientes em pó, tratamento térmico e mecânico. A viscosidade é umapropriedade importante, pois determina a textura e a sensação na boca do produto. A pós acidificação altera o sabor, deixando o iogurte mais ácido do que o esperado, transforma a cor dos produtos que utilizam corantes e muda a textura, pois o aumento da acidez afeta a estabilização das proteínas, podendo ser um estágiopara levar a perda de viscosidade, seguido de dessoramento e/ou formação de grumos. Seguindo as recomendações a seguir, é possível minimizar impactos, aumentar a qualidade, aceitabilidade e credibilidade de consumidores. Causas e soluções da pós-acidificação: Composição microbiológica e físico-química do leite: Os microrganismos presentes no leite cru utilizado na fabricação de iogurtes influenciam diretamente a pós acidificação, devido à sua capacidade de poder resistir à temperatura de pasteurização e formar biofilmes. São controlados através de um bom procedimento sanitário de limpeza e desinfecção de todo equipamento e utensílio à qual o leite entra em contato, desde a ordenha até o envase em embalagem primária, definindo um dimensionamento regular com controle de pressão, vazão, temperatura, tempo e concentração de solução de hidróxido de sódio e ácido nítrico, de acordo com as características do equipamento utilizado para produção. Intervalos entre produção e limpeza devem ser definidos de acordo com o tempo de utilização, medido em volume/horas produzido. Concentração de componentes como, principalmente, as proteínas,pode também influenciar o comportamento da acidificação. padronizar o percentual de caseína e soro proteína na formulação garante uma melhor estabilidade. Ação dos microrganismos: Durante a fermentação, as bactérias Streptococcus thermophilus e Lactobacillus delbrueckii subsp. bulgaricus à uma faixade temperatura, podendo ser entre 37 e 45 °C, convertem a lactose em ácido láctico, diminuindo o pH do produto. Fator inerente à tecnologia de fabricação de iogurtes para formação de viscosidade e sabor. A fermentação deve ser interrompida a um pH próximo de 4,60. No entanto, essas bactérias podem continuar a metabolizar a lactose ou outras substâncias do iogurte após a fermentação, o que pode levar à formação de mais ácido láctico, aumentar a acidez do produto e diminuir mais ainda o pH, afetando a estabilidade da caseína. Streptococcus thermophillus possuem em média capacidade de produção de 0,7-0,8% L (+) ácido lático, enquanto os Lactobacillus delbrueckii subsp. bulgaricus produzem até 1,7% de ácido D (-) lático durante a fermentação. Controle da temperatura após a fermentação: A única forma de desacelerar a fermentação em iogurtes após atingir o pH próximo de 4,60 é o abaixamento da temperatura, seguido de envase. Cada empresa adequa o resfriamento de acordo com a sua realidade de processo e disponibilizaçãode água gelada. Um procedimento funcional pode ser feito abaixando a temperatura inicialmente para próximo de 20 °C, faixa de temperatura a qual os Streptococcus e os Lactobacillus sofrem inibição de crescimento. O envase do lote deveser realizado em tempo hábil, acondicionado em embalagens específicas e refrigerado em câmaras frias. A temperatura de armazenamento ideal para iogurtes nesta etapa deve ser em torno de 4 °C. A legislação aponta que os iogurtes não devemser conservados e comercializados à temperatura superior à 10 °C, e para isso, é interessante que o produto fique por um período de 12 a 24 horas em estabilização, sem movimento. Temperaturas mais elevadas podem favorecer o crescimentode algumas bactérias lácticas que continuam a produzir ácido láctico, resultando na pósacidificação. Causas e soluções da perda de viscosidade: Composição, formulação e ingredientes: Se em algum momento o leite utilizado para fabricação de iogurtes sofre ação de psicrotróficos, a proteína degradada contribuirá para a perda de viscosidade. A utilização de leite com baixo teor desólidos totais, principalmente proteínas e gordura; pode resultar em um iogurte menos viscoso. A adição insuficiente de estabilizantes ou espessantes também pode contribuir para a perda de viscosidade. Os estabilizantes mais comuns do mercado são amidos, gomas (ex.: guar, xantana) ou pectinas, podendo melhorar a viscosidade do iogurte e reduzir a separação de soro. Alguns ingredientes como o ágar ou a gelatina também podem ser usados para melhorar a textura. Processamento: Fatores como hidratação dos ingredientes em pó, homogeneização, tratamento térmico, forma de agitação, condições de resfriamento e bombeamento de produto vão definir a estrutura final e podem resultar em perda de viscosidade. O aquecimento excessivo durante a pasteurização pode desnaturar as proteínas do leite e comprometer sua capacidade de formar uma rede estável que contribua para a viscosidade. Por isso, a implementação de um programa de manutenção preventiva para calibração dos instrumentos de medição e transmissão de temperatura é crucial, a fim de evitar registros incorretos durante o processo. Entre os sistemas de aquecimento mais comuns utilizados nos pasteurizadores estão os modelos que funcionam por garrafas casco e tubo, além dos trocadores brasados, amplamente encontrados no mercado como mecanismos eficientes de aquecimento do leite. Esses sistemas permitem que o vapor entre em contato com a água, aquecendo-a, e que a água quente entre em contato com o leite. Um bom funcionamento desses equipamentos garante um processo linear, sendo necessárias verificações preventivas de vazamento interno, vasos de pressão e fluxo de condensado. Quando os sistemas não operam de forma adequada, o
O Papel dos mofos e do Mucor na fabricação de queijos mofados

Durante a maturação dos queijos mofados, são criadas as condições de crescimento de diversos microrganismos como bactérias, leveduras e os próprios mofos. Eles darão início à fermentação e à maturação dos queijos conferindo-lhes suas propriedades características de sabor, aroma, aspecto e de textura. A composição microbiológica do leite e dos queijos mofados compõem o ecossistema que irá contribuir e definir forma particular a seleção e o crescimento de cada grupo de microrganismos. A complexidade deste processo é enorme e muitos desses mecanismos são ainda desconhecidos ou não totalmente elucidados pela ciência. O objetivo aqui será trazer alguns conhecimentos para abordagens microbiológicas desse grupo de queijos. A ideia é discutir aqui o papel dos microrganismos na maturação dos queijos de mofo branco, ou seja, a classificação geral, as origens, os vetores e as condições de desenvolvimento das culturas que participarão do processo de fermentação, do leite ao ambiente e ao material de trabalho, dos métodos de inoculação à seleção de fermentos. Algumas classificações Diferentes microrganismos interveem durante o processo de maturação dos queijos. Aqueles microrganismos que se desenvolvem na casca dos queijos de mofo branco são os principais agentes de maturação que agirão junto aos microrganismos do interior da massa numa simbiose que sempre busca da perfeição. Muitos desses microrganismos são naturalmente oriundos do leite e do ambiente de produção, conhecidos como NSLAB – sigla em inglês para Non Starter Lactic Acid Bactéria. As NSLAB podem ser selecionadas propositadamente, em função de interesses tecnológicos, por um simples tratamento térmico do soro fermento, pelo controle da acidez, da temperatura ou de ambos no leite, que favoreça o seu desenvolvimento. Da mesma forma, elas e outros microrganismos podem fazer parte do processo e ser identificados, isolados, selecionados e usados como cultura lática com o objetivo de contribuir no processo como um todo e atribuir padrão ao produto. A diversidade destes microrganismos é muito ampla, podendo abranger as famílias de bactérias, leveduras ou mofos. Todos esses microrganismos têm grande participação tecnológica na escolha e compreensão de um processo de produção, sendo fundamental o entendimento pelos queijeiros sobre as suas características, tanto no âmbito teórico como no prático. É importante ressaltar que na vastidão do mundo microbiológico, existem microrganismos que podem ser ao mesmo tempo de interesse tecnológico ou não. Por exemplo, o Mucor e o Penicillium roqueforti são considerados um problema na fabricação de Camembert, mas não o são na produção de queijos Azuis e do queijo francês Tomme de Savoie respectivamente. Da mesma forma, as bactérias propiônicas, úteis na fabricação de Emmental são um problema para queijos como o Parmesão. O seu crescimento seletivo dependerá sempre das condições de fabricação mais ou menos favoráveis ou adversas. Na Tabela I apresentamos classificação mais simplificada dos microrganismos mais comuns. Os mofos Durante a maturação de um queijo, a participação e envolvimento dos mofos podem ser múltiplos. Eles exercem funções de desacidificação, proteólise, lipólise, formação de casca, estrutura e aspecto do queijo. Os mofos são os microrganismos mais lipolíticos encontrados na produção de queijos com destacada influência na produção de sabores picantes ao longo da maturação. Sobre o ponto de vista tecnológico, o gênero mais amplamente estudado são os Penicillium ssp. Apesar do gênero Penicillium compreender mais de 200 espécies encontradas em queijos, os mais utilizados são os Penicillium camemberti ou P. candidum e o Penicillium roqueforti. Na superfície dos queijos, durante a maturação e desacidificação, podemos encontrar uma grande diversidade de espécies capazes de conferirem sabores, textura e aspectos particulares ao microbioma de cada local e condição. O Penicillium camemberti é um tipo encontrado em queijos de mofo branco e queijos de massa mole, como o Brie, Camembert, Brillat Savarin, Neufchâtel e em uma enorme variedade de queijos de leite de cabra e ovelha. Eles possuem um complexo sistema proteolítico e lipolítico, com uma capacidade de recobrimento importante para a formação da casca, principal característica dos queijos em que são majoritariamente predominantes. Uma característica importante é a sua capacidade de consumir lactato produzindo grandes quantidades de CO2, que é liberado durante a maturação e permanecem no ambiente das câmaras. Essa característica, é inerente ao seu crescimento e deve ser observada como ponto de controle da renovação de ar das câmaras, pois o excesso de CO2 pode levar à redução ou até mesmo à morte do Penicillium camembert. A sua capacidade de recobrimento e formação de casca constitui-se importante barreira microbiológica produzida de forma natural nos queijos de mofo branco. O crescimento paralelo de espécies como o P. verrucosum, o P. expansum, o P. janthinellum, o P. cyclopium e o P. Roqueforti; pode comprometer a aparência da casca e acarretar alterações nas características gerais dos queijos. Esses mofos são, por exemplo, responsáveis pelo aparecimento de diversas colorações – azuis, marrons ou amareladas na superfície dos queijos de mofo branco e podem ser vistos como contaminantes na produção. Figura I: Bolores de Penicillium no ambiente de queijo. Adaptada de Rapid Phenotypic and Metabolomic Domestication of Wild Penicillium Molds on Cheese – Ina Bodinaku et al., American Society for Microbiology, 2019 Volume 10 Issue 5 e02445-19. A – Fungos de Penicillium no ambiente. O mofo branco conhecido como Penicillium camemberti, ilustrado em cultura pura na placa de Petri e no queijo, é usado para fazer Camembert, o Brie e outros queijos de casca mofada. Foto de Adam DeTour; B – Mofos de Penicillium selvagem em queijo também podem contaminar os queijos durante a produção; C – Alguns queijos de casca natural são intencionalmente colonizados por fungos Penicillium selvagens. A foto ilustra o Penicillium sp. cepa 12, cepa utilizada nos experimentos deste trabalho, colonizando formas de um queijo Azul em uma caverna nos Estados Unidos; D – Uma árvore filogenômica de Penicillium. As cepas utilizadas neste trabalho, P. commune 162_3FA e P. sp. 12 estão destacadas na imagem. Os fungos Mucor O Mucor é um mofo que se alimenta de matérias mortas ou em decomposição, sendo um tipo de mofo indispensável pela degradação e reciclagem de lixo orgânico. Ele habita a camada superficial do solo – terra, palha, folhas secas, estrume, etc.
Influência do processo de fabricação no derretimento e estiramento de queijo

Primeiramente, vamos definir estas propriedades: Elas são, de certa forma, preponderantes no mundo da culinária, sobretudo quando há aplicação de queijos. A pizza é um exemplo claro desse fato; uma vez que, sobre ela, o queijo precisa tanto de um leve derretimento como de um derretimento. No sentido oposto, o queijo precisa manter sua forma, sem derreter ou estirar nos pratos como os “dadinhos de queijo Coalho”. Em carnes, o derretimento é importante, mas não o estiramento e assim por diante. Alguns fatores que interferem nessas propriedades serão destacados a seguir. Malha de caseína A capacidade do queijo derreter e esticar depende das interações da caseína. O queijo é essencialmente uma matriz esponjosa de gordura, soro e minerais mantida unida por moléculas de caseína. As propriedades de fusão e estiramento são baseadas no número de interações entre essas moléculas. As fibras de caseína são conectadas pelo fosfato de cálcio na rede de caseína. Quanto menos interações, ou menos fosfato de cálcio ligado na rede de caseína, maior será a fusão. O estiramento requer uma rede de caseína intacta e interconectada como observado na Figura I. Se houver poucas interações entre as moléculas de caseína, haverá menos estiramento e o queijo derretido será mais fluido, sem esticar bem. O estiramento é o resultado de interações caseína-caseína, que são facilmente quebradas e rearranjadas, como o que ocorre durante a filagem ou quando se estica a mussarela sobre a pizza, conforme se demonstra na Figura II. Há vários fatores que afetam as interações entre caseínas e cada um deles tem influência no derretimento e no estiramento, além das relações entre si. A composição do queijo, o número de interações entre as moléculas de caseína, fortemente influenciadas pelo pH e pela temperatura, além da proteólise que promove a dissolução da caseína. Composição do queijo Após a coagulação do leite ocorre um agrupamento de micelas de caseína, formando agregados ou fios. Os espaços ou poros entre os agregados são preenchidos com soro e gordura. Quando a coalhada é cortada, os grãos começam a contrair à medida que libera o soro. A agitação, o aquecimento e a formação de ácido também contribuem com a expulsão do soro das partículas da coalhada. Durante esse tempo, enquanto o pH baixa, as micelas de caseína dentro dos agregados se reorganizam e criam novas associações. Assim, começam a se fundir formando redes ou fibras contínuas, o que é necessário para esticar a massa. No entanto, se houver demasiada produção de ácido, as moléculas de caseína irão “desconectar-se” e se transformar em agregados. Há menos contato ou interações entre os agregados em pH baixo; menor que 5,00 e, portanto, menor estiramento. A gordura também desempenha um papel importante no derretimento e estiramento. Em geral, os queijos com alto teor de gordura derretem e estiram mais facilmente do que os queijos com baixo teor, pois a gordura ajuda a diluir a rede de caseína. Glóbulos de gordura circundam os agregados de caseína, mas não interagem com eles. Ela separa algumas das cadeias de caseína, provocando a diminuição do número de interações entre os agregados. Isso enfraquece a rede e produz um queijo que derrete e estica mais rapidamente a uma temperatura mais baixa do que um queijo com menos gordura. Os queijos com menor umidade normalmente derretem menos. No entanto, o aumento da umidade não garante o aumento do derretimento e do estiramento. Por exemplo, o queijo Cottage contém cerca de 80% de água, mas não estica devido ao seu baixo pH. Quando o pH é baixo, menor que 5,00, as moléculas de caseína têm cargas positivas e negativas iguais e isso faz com que elas se unam, resultando em um queijo que não estica e tampouco derrete. O aumento do teor de sal também pode afetar o derretimento; uma vez que reduz a hidratação das proteínas e provoca um endurecimento da malha de caseína, resultando num queijo com fusão e fluxo reduzidos. pH A acidificação desempenha um papel muito importante nessas propriedades, pois o pH determinará a quantidade de fosfato de cálcio ligado à caseína. Ele une os agregados de caseína e os mantém unidos quando um queijo é esticado. Em determinada quantidade o queijo estica bem. Queijos com pH mais elevados; próximos de 6,30, têm mais fosfato de cálcio associado à rede de caseína, o que faz com que as caseínas fiquem ligadas, resultando em menor derretimento e estiramento. Esse fenômeno pode ser observado no queijo de Coalho – Figura 3. À medida que o pH diminui, entre 5,20 e 5,40, parte do fosfato de cálcio é dissolvido da rede de caseína e é substituído por hidrogênio – H+. Isso resulta em um equilíbrio de fosfato de cálcio ligado e não ligado, permitindo o derretimento e o estiramento do queijo, como no caso da mussarela. No entanto, se o pH cair para próximo de 4,60, a maior parte do fosfato de cálcio é dissolvida da estrutura da caseína, desmineralizando a coalhada. Como mencionado anteriormente, quando o fosfato de cálcio é dissolvido, a carga das moléculas de caseína fará com que elas se unam. Os queijos com pH baixo incluem Cottage, Feta, etc. A Figura IV ilustra bem esse efeito. Proteólise A proteólise desfaz a rede de caseína, o que resulta em um queijo que derrete facilmente. Porém, a elasticidade será limitada, pois para um bom alongamento se faz necessário uma rede de caseína intacta para formar os fios. Ela pode ser retardada usando menos coagulante para que haja menos coalho residual. Ao fazer queijos duros, temperaturas de cozimento mais altas podem ser usadas para inativar parte do coagulante. Esse mesmo efeito é conseguido com o uso de água de filagem com temperatura mais elevada. Queijos de casca mofada ou lavada são exemplos de produtos que apresentam extensa proteólise. Após a maturação, eles derretem à temperatura ambiente, mas não têm estiramento, porque a rede de caseína apresenta-se mais quebrada. Efeito tampão O tamponamento pode levar vários dias para ser concluído e nesse momento o pH do queijo aumentará. A perda
Laticínios Ipanema

Fundado em 1982 em São Paulo por uma tradicional família de laticinistas queijeiros, a história do Laticínios Ipanema vem sendo solidamente escrita ao longo destes 40 anos! A empresa teve seu início com a aquisição de uma das fábricas do Laticínios Iepê, em Teodoro Sampaio – SP. A unidade fora vendida pelo Sr. Antônio Menocci, fundador do Iepê; ao seu filho Carlos Menocci, que fundou o Laticínios Ipanema. Carlos seguiu os passos do pai, mantendo a cultura queijeira no DNA da família desde 1960. Hoje, as quatro unidades industriais, localizadas nos estados de Goiás, Paraná, Mato Grosso e São Paulo, são responsáveis por toda a produção de queijos do Ipanema e têm como diretores o Raul e o Fernando Menocci, netos de Seo Antônio e filhos de Carlos. A SACCO Brasil presta aqui esta pequena homenagem ao Laticínios Ipanema e deseja que venham muitos e muitos outros anos de sucesso!
O uso das leveduras e Geotrichum na produção de queijos

Leveduras As leveduras são encontradas principalmente na superfície de queijos, sobretudo nos de massa ácida e em alguns queijos de mofo branco. Em alguns tipos de queijos, elas desempenham um papel importante no processo como um todo, mas é sobretudo durante a maturação que a sua atuação ganha relevância. Adicionadas ao leite, ao se desenvolverem, elas promovem: Os gêneros mais frequentemente encontrados na fabricação de queijos são Kluyveromyces, Saccharomyces, Debaryomyces, Candida e Geotrichum. A importância de cada uma dessas leveduras é muito variável e depende do tipo de leite, do produto que se deseja produzir e, sobretudo, da estabilidade que se pretende conferir ao produto. Os Geotrichum são largamente aplicados na produção de queijos de cabra e de mofo branco, sendo, em algumas condições, predominantes ou atuando como cultura adjunta, em trabalho simbiótico com outras leveduras, principalmente com o Penicillium Candidum. Na Tabela I, são apresentadas as principais funções de cada gênero. As leveduras podem assimilar o açúcar na presença de oxigênio, na respiração, ou sem oxigênio, na fermentação. Algumas espécies de leveduras não são capazes de fermentar ou fermentam em quantidades pequenas, como o Geotrichum Candidum e algumas Candida. Durante a maturação, os dois fenômenos coexistem, e isto é muito útil tecnologicamente. Cronologicamente, durante a maturação dos queijos, um dos primeiros fenômenos que ocorre é a redução do açúcar residual presente no queijo, por assimilação ou fermentação desses açúcares, fornecendo uma produção de gás (CO₂) em anaerobiose e compostos característicos, como a formação de aromas frutados e álcool. A produção de gás carbônico é muito interessante nas fabricações de queijos azuis, pois proporciona a abertura da massa, contribuindo para o desenvolvimento interno do mofo, conforme ilustra a Figura I. Algumas leveduras, como o Kluyveromyces e Debaryomyces, podem assimilar a lactose residual dos queijos. Por catabolismo do lactato, promovido essencialmente pelo Geotrichum Candidum e Debaryomyces Hansenii, neutralizam a superfície dos queijos e estimulam o crescimento de outras leveduras e bactérias pouco sensíveis ao meio ácido, como os micrococos e bactérias corineformes. Isso estimula o crescimento de outras leveduras, outras bactérias e de alguns mofos. As atividades proteolíticas e lipolíticas podem ser importantes, mas sua intensidade varia em função do gênero usado. Elas contribuem para a proteólise, liberando aminoácidos e reduzindo o amargor pela degradação dos peptídeos amargos. Na Tabela II, são apresentadas diferentes atividades de três cepas de leveduras. Como se observa, o uso de leveduras na produção de queijos é, portanto, uma ferramenta interessante. Entretanto, é importante salientar que esses efeitos tecnológicos positivos podem se transformar em acidentes de fabricação se o crescimento delas for excessivo. Os principais problemas causados, neste caso, são: Leveduras: Condições de Desenvolvimento Temperatura As leveduras são capazes de se desenvolver em uma gama extensa de temperatura, que varia de 4 a 30 °C. Porém, sua temperatura ótima é normalmente entre 20 e 25 °C. Oxigênio As leveduras precisam de oxigênio para seu desenvolvimento, por isso é essencial garantir uma renovação adequada de ar nos ambientes de maturação. Quando o oxigênio é limitado, algumas leveduras podem alterar seu metabolismo, passando de um estado oxidativo para um metabolismo fermentativo, resultando na produção de álcool. No entanto, essa produção pode ocorrer na superfície dos queijos desde as primeiras etapas de maturação, especialmente por leveduras como Kluyveromyces marxianus e Debaryomyces hansenii. Na Tabela III, são apresentadas as principais condições de desenvolvimento das leveduras em geral. pH As leveduras são pouco sensíveis a variações de pH, conseguindo sobreviver a praticamente toda a gama de pH encontrada nos queijos e apresentam capacidade de crescer rapidamente em pHs mais baixos. A Candida utilis, por exemplo, apresenta característica particulares, crescendo tanto na superfície como no interior da massa, promovendo uma remonta rápida e intensa do pH de queijos de massa muito ácida, conferindo maior homogeneidade à massa, além de possuir propriedades aromatizantes marcantes. Aw e Sal Em se tratando de queijarias, os valores de Aw e sal geralmente encontrados não constituem fator limitante para o crescimento das leveduras. Sua limitação ocorre em 0,85 Aw, o que não é encontrado em nenhuma condição em queijos. Elas são muito tolerantes ao sal e são frequentemente encontradas em salmouras e salas de salga de queijos. No entanto, o Geotrichum candidum possui maior limitação a meios salinos. O Geotrichum O Geotrichum é uma levedura que pode apresentar diferentes morfologias. Ainda existe muita controvérsia sobre sua classificação e, por consequência, ela é sempre vista de maneira separada nas classificações microbiológicas. Ele é largamente encontrado na natureza, em frutas, solos, mamíferos e naturalmente no leite. O Geotrichum está presente na superfície de muitos queijos artesanais, gerando um aspecto característico, às vezes aveludado, às vezes enrugado, conforme ilustrado na Figura II. O Geotrichum candidum desempenha um papel de grande importância na fabricação de queijos. Seu crescimento é rápido, e sua participação na maturação é significativa através da liberação de enzimas lipolíticas e proteolíticas. A atividade inicial libera ácidos graxos e peptídeos, que podem ser metabolizados por outras populações de microrganismos, contribuindo para o desenvolvimento de sabores e de muitas outras qualidades do queijo. A atividade inicial libera ácidos graxos e peptídeos, que podem ser metabolizados por outras populações de microrganismos, contribuindo no desenvolvimento de sabores e de muitas outras qualidades do queijo. Nos queijos de mofo branco, seu rápido crescimento confere uma cobertura que ajuda no combate a contaminantes, como o Mucor, responsável pelo problema conhecido como “pelo de gato”. O Geotrichum candidum também pode inibir o crescimento de Listeria monocytogenes. Geotrichum: Condições e Desenvolvimento Temperatura A temperatura ótima de desenvolvimento do Geotrichum candidum está entre 22 e 30 °C para a maioria das cepas. Entretanto, há cepas com capacidade de crescer em temperaturas entre 8 °C e 40 °C. pH O pH ótimo é de 5,50 a 7,00, mas eles podem tolerar grandes variações. Seu desenvolvimento pode ocorrer,ainda que com mais lentidão em pHs de 4,60 até mesmo 7,00. Sal O Geotrichum candidum é um microrganismo muito sensível ao sal. Em meio de cultura, por exemplo, ele é totalmente inibido com 5,00 – 6,00% de sal. Em
Culturas protetoras: alguns dos metabólitos produzidos e mecanismos de inibição.

A edição nº 87 explora como as bactérias láticas transformam o controle microbiológico na produção de queijos e leites fermentados, garantindo maior segurança alimentar e melhorando atributos sensoriais com soluções naturais.