Na edição 90, o tema aborda o papel das bactérias termodúricas na indústria de laticínios, destacando sua relevância tanto pela resistência aos processos térmicos quanto pelos impactos negativos que podem causar na qualidade do leite e de seus derivados. Essas bactérias, especialmente dos gêneros Bacillus e Clostridium, podem formar esporos e biofilmes persistentes, dificultando a higienização dos equipamentos e comprometendo a estabilidade dos produtos. Assim, compreender seus mecanismos de sobrevivência e os métodos eficazes de controle — como práticas rigorosas de limpeza, monitoramento microbiológico e validação de processos de sanitização — é essencial para assegurar a segurança e a qualidade dos laticínios.
A qualidade microbiológica do leite é um dos pilares da indústria de laticínios, não apenas pela segurança alimentar, mas também pelo impacto direto na vida de prateleira, sabor, textura e estabilidade dos produtos derivados. Entre os microrganismos mais preocupantes nesse contexto, destacam-se as bactérias termodúricas, assim denominadas por sua capacidade de resistir aos processos térmicos de pasteurização.
Essas bactérias podem ou não formar esporos. Entre as formadoras de esporos, os gêneros Clostridium e Bacillus possuem maior relevância tecnológica. Já entre as não esporuladas, algumas cepas de Lactococcus e Streptococcus também podem sobreviver ao tratamento térmico, embora em menor escala.
A principal diferença entre Clostridium e Bacillus está nas condições de crescimento: enquanto Clostridium desenvolve-se em ambientes anaeróbios, Bacillus prolifera em condições aeróbias. Ambos podem comprometer a qualidade do leite e derivados, com crescimento ótimo entre 30 e 32 °C, mas capazes de se multiplicar em faixas mais amplas de temperatura.
Fonte de contaminação e controle
A presença dessas bactérias no leite geralmente está associada a falhas de higiene, desde a ordenha até o processamento industrial. Resíduos de leite, incrustações e biofilmes em equipamentos de ordenha, tanques de expansão, tubulações e sistemas de envase constituem ambientes propícios à sua persistência.
Por isso, o controle da contaminação não depende apenas de processos térmicos adequados, mas exige rigor em limpeza e sanitização, incluindo validação de CIP (Cleaning in Place), monitoramento de resíduos orgânicos e rotatividade de detergentes e sanitizantes para evitar resistência microbiana.
Efeitos tecnológicos
Nos derivados lácteos, os impactos são distintos:
- Queijos: Clostridium tyrobutyricum e Clostridium butyricum causam o estufamento tardio, com produção de ácido butírico, ácido acético e gás hidrogênio. Isso gera olhaduras indesejadas e defeitos sensoriais.
- Leite UHT: Bacillus sporothermodurans é frequentemente associado a falhas de estabilidade em leite longa vida, mesmo após a etapa de esterilização.
- Biofilmes industriais: Bacillus cereus e Bacillus subtilis destacam-se pela elevada capacidade de formar biofilmes persistentes em superfícies de aço inoxidável, o que dificulta sua remoção.
- Risco toxigênico: Bacillus cereus pode produzir toxinas termoestáveis, representando risco direto à saúde do consumidor.
Métodos de detecção e análise
A quantificação de bactérias termodúricas em leite baseia-se na exposição da amostra a 62 °C por 30 minutos, seguida de contagem em placas. Esse tratamento elimina a maioria dos microrganismos sensíveis ao calor, permitindo o isolamento dos resistentes.
• Para aeróbios (ex.: Bacillus), utiliza-se incubação em atmosfera normal.
• Para anaeróbios (ex.: Clostridium), emprega-se jarra de anaerobiose.
• O uso de Placas Peel Plate AC tem se mostrado uma ferramenta prática para análises de rotina.
Além disso, a prova VAS-PAR é amplamente utilizada para triagem de termodúricos anaeróbios, especialmente em leite cru destinado ao processamento. Esse teste simples detecta a produção de gás durante a incubação prolongada, sendo um indicador rápido de risco tecnológico.
Biofilmes e Esporos
Um dos aspectos mais problemáticos dessas bactérias é sua habilidade de formar biofilmes aderidos a superfícies industriais. Nesses biofilmes, tanto células vegetativas quanto esporos permanecem protegidos, resistindo à ação de sanitizantes.
Esporos bacterianos, por sua vez, representam uma estratégia de resistência altamente estável. Embora antes fossem considerados apenas um mecanismo de defesa em condições adversas, estudos recentes indicam que a esporulação pode ocorrer até em condições ideais de crescimento, principalmente em cepas de Bacillus isoladas de indústrias lácteas.
Esses esporos aderem com facilidade ao aço inoxidável e a plásticos, sendo mais relevantes do que as células vegetativas na iniciação de novos biofilmes.
Relação com Bactérias Psicrotróficas
O leite cru também abriga microrganismos psicrotróficos, capazes de crescer em baixas temperaturas,
como durante o armazenamento refrigerado. Entre os principais gêneros estão Pseudomonas, Acinetobacter,
Flavobacterium, Klebsiella e Aeromonas.
Já os gêneros mais comuns de termodúricos em leite cru incluem Microbacterium, Micrococcus e
Corynebacterium, além de Bacillus e Clostridium. Alguns microrganismos, como Bacillus e Clostridium, possuem
características tanto termodúricas quanto psicrotróficas.
- Psicrotróficos (Gram-negativos): produzem enzimas termoestáveis (lipases e proteases), que
permanecem ativas mesmo após pasteurização, causando sabores rançosos, amargos ou frutados. - Termodúricos (Gram-positivos): podem sobreviver a tratamentos térmicos e, em condições
inadequadas, causar fermentações indesejadas e deterioração.
Impactos Tecnológicos e Econômico
A presença de termodúricos e psicrotróficos no leite representa:
- Redução da vida de prateleira de leite pasteurizado e UHT.
- Perdas econômicas por descarte de lotes, reprocessamento e reclamações de clientes.
- O aumento nos custos de higienização e manutenção de equipamentos.
- Risco à saúde pública, em casos de produção de toxinas (Bacillus cereus).
Diante disso, a indústria deve investir em programas integrados de controle, incluindo:
- Monitoramento microbiológico frequente do leite cru e do ambiente industrial.
- Aplicação rigorosa de BPF (Boas Práticas de Fabricação) e APPCC.
- Treinamento contínuo de operadores de ordenha e produção.
- Pesquisa e uso de tecnologias emergentes, como plasma frio, luz pulsada ou revestimentos antimicrobianos, para minimizar riscos de persistência.
Influência do pH e da temperatura na fermentação propiônica
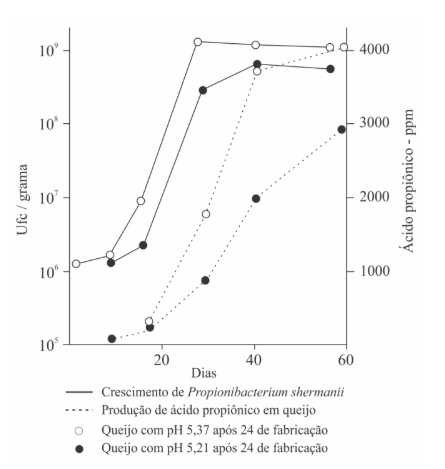
O pH e a temperatura são dois fatores essenciais para o desenvolvimento das bactérias propiônicas e, portanto, é sempre importante ter o melhor controle possível desses parâmetros. Os valores podem variar em função da cepa, mas, em geral, o pH ideal para o desenvolvimento dos propiônicos situa-se na faixa entre 6,50 e 7,00. Valores de pH inferiores a 5,00 são muito pouco favoráveis e podem, dependendo da combinação com outros fatores — como umidade, sal e temperatura —, até mesmo impedir o crescimento.
Os valores de pH observados no dia seguinte à fabricação, normalmente entre 5,20 e 5,40, não são definitivamente favoráveis aos propiônicos. No entanto, a partir de valores próximos a 5,00, cada elevação de 0,1 unidade representa um fator de favorecimento significativo. Essa elevação ocorre normalmente ao longo do processo de maturação.
Algumas intervenções tecnológicas, como uma eliminação de soro mais forçada ou a lavagem da massa — que reduzem a quantidade de lactose disponível —, limitam a produção de ácido lático e contribuem para um menor abaixamento do pH.
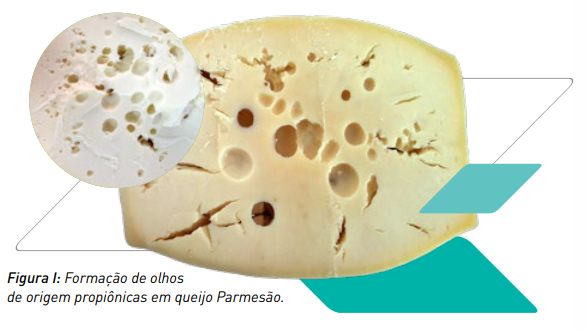
Na Figura I, apresenta-se a influência do pH sobre a fermentação propiônica.
Com relação à temperatura ótima de crescimento, considera-se que a maioria das cepas apresenta valores próximos a 30 °C, embora a produção máxima de ácido propiônico ocorra a 25 °C. Essas bactérias resistem a tratamentos térmicos de 70 °C por 10 a 15 segundos e, portanto, não são afetadas pelas temperaturas de cozimento habitualmente praticadas.
Por outro lado, o limite inferior de desenvolvimento é bastante impreciso. A temperatura de 7 °C é geralmente considerada o limite para um crescimento significativo; contudo, algumas alterações em queijos durante a maturação são atribuídas ao desenvolvimento lento de certas cepas, mesmo a temperaturas próximas de 3 °C.
Na prática, a temperatura de maturação costuma oscilar entre 15 °C e 25 °C, sendo a faixa de 18 °C a 22 °C a mais comum. Temperaturas mais elevadas reduzem o tempo necessário de maturação em câmara quente, mas, por outro lado, favorecem o desenvolvimento de bactérias indesejáveis.
A estocagem deve ser realizada preferencialmente a temperaturas inferiores a 5 °C.