Coalhos: algumas características importantes

A edição 76 aborda como a linha Clerici é composta por preparações enzimáticas de origem animal, com diferentes concentrações de quimosina e pepsina, de forma a atender às necessidades de coagulação e maturação de cada tipo de queijo. A atividade dessas preparações pode ser influenciada pela temperatura e pH do leite e pela quantidade de cloretode cálcio adicionado. Esses parâmetros são usados para a compreensão da atividade coagulante e eventuaisajustes necessários sobre a tecnologia a ser adotada para cada queijo. A composição da preparação Por definição, a Clerici entende que coalho é a preparação enzimática obtida a partir da extração de enzimas exclusivamente do abomaso de animais. Quando ainda jovens, alimentando-se apenas de colostro ou leite, esses ruminantes desenvolvem no estômago as enzimas capazes de degradar seu único alimento. Portanto, o abomaso desses animais contém enzimas ricas tanto em composição quanto em atividade coagulante. As enzimas presentes são a quimosina e a pepsina, mas a principal delas é a quimosina. À medida que os animais crescem e passam a se alimentar de ração, feno e grama, desenvolvem os pré-estômagos fermentativos e a produção de quimosina nos abomasos diminui vertiginosamente. Quimosina É a enzima gástrica mais importante para a coagulação do leite. Os coalhos Clerici caracterizam-se por possuírem três quimosinas: A, B e C. Quando presente na preparação, em percentuais acima de 90%, ela permite obter:• Maior rendimento de fabricação;• Maior consistência do retículo de caseína;• Tempo de coagulação mais preciso;• Drenagem ideal e uma massa compacta;• Secagem adicional do grão de coalhada. Pepsina A pepsina bovina, também chamada de Pepsina II ou A, é uma protease altamente ácida. Os coalhos Clerici caracterizam-se por possuírem sete pepsinas: B e A.1-6. A presença dessas enzimas nas preparações proporciona uma melhor formação de sabor e aroma no queijo, representando uma vantagem notável do ponto de vista sensorial. Há ainda uma tendência de aceleração do processo de maturação, com influência benéfica em diversos tipos de queijo. Microelementos Os coalhos Clerici também são ricos em certos oligoelementos que protegem as enzimas contra o ataque de substâncias inibidoras. A presença desses oligoelementos permite obter maior estabilidade das quimosinas e pepsinas, maior resistência à diluição com água clorada e prolonga a eficiência do coalho ao longo do tempo. A força coagulante Muitas empresas medem a força coagulante de suas preparações usando números e títulos comerciais. Entretanto, a força coagulante dos coalhos é influenciada por diversos fatores, como composição do leite, sensibilidade das enzimas às variações de pH e qualidade do leite. As unidades Soxhlet são definidas como o volume de leite que uma preparação enzimática é capaz de coagular em 40 minutos a 35 °C. A força é expressa em proporções, por exemplo, 1:15.000, ou seja, 1 mL de coalho é capaz de coagular 15.000 mL de leite em 40 minutos a 35 °C. Com essa unidade, é fácil para o queijeiro entender, mas ela ainda depende do pH, da qualidade do leite e das variações pelo uso de padrões de referência. Dessa forma, a força em unidades Soxhlet, ainda usada atualmente, fornece apenas uma noção aproximada da atividade. O único método científico aprovado para medir a força de coagulação de preparações enzimáticas é o REMCAT — Relative Milk Clotting Activity Test, especificado na International Dairy Federation Standard 157:2007/ISO 11815, que utiliza IMCUs (International Milk Clotting Units – IMCU mL⁻¹). Nesse método, o tempo de coagulação é medido em uma amostra com pH ajustado para 6,50, de acordo com os padrões de referência internacionais da composição enzimática. Esse procedimento é muito robusto, pois as enzimas reagem de forma consistente a quaisquer variações nas condições de teste. A força medida pelos métodos da IDF é expressa em IMCU e indicada nos rótulos e fichas técnicas das preparações comerciais. IMCU: Unidade Internacional de Coagulação do Leite Uma unidade de coagulação do leite (U) é definida como a quantidade de enzima capaz de coagular 10 mL de leite em pó desnatado reconstituído a 12%, a 30 °C, com pH 6,50 em 100 segundos. Contudo, o método REMCAT preconiza a necessidade do uso de dois padrões: um apenas para quimosina e outro para pepsina, ambos com força conhecida de 1000 IMCU. A força dos padrões em IMCUs é determinada fazendo-os reagir com um peptídeo sintético e medindo a taxa de proteólise. O título da amostra em exame, após a determinação do percentual enzimático relativo, é calculado em relação ao título dos padrões já conhecidos. Com esse método, a força do coalho é expressa em IMCU. A declaração da força da preparação, expressa em IMCU, deve ser sempre acompanhada da indicação da composição enzimática, ou seja, da relação quimosina/pepsina. Do ponto de vista prático, é importante considerar que há uma limitação na avaliação, pois a pepsina é mais proteolítica que a quimosina. Essa característica faz com que o padrão de 1000 IMCU de pepsina apresente potencial coagulante menor do que o padrão de 1000 IMCU da quimosina. Como consequência, uma coalhada obtida com preparações de mesmo título em IMCU, mas com diferentes relações enzimáticas, pode apresentar comportamento distinto. Na Tabela I, apresenta-se uma conversão aproximada entre diferentes unidades de atividade, em miligramas, de leite coagulado com diferentes enzimas. Na Tabela II, apresenta-se a quantidade de mililitros de preparação enzimática, com diferentes proporções de quimosina e pepsina, necessária para coagular 100 litros de leite pasteurizado, a pH 6,50, com 16 g de CaCl₂ a 32 °C. Fatores que interferem na atividade: Temperatura A atividade aumenta com a elevação da temperaturade coagulação, conforme ilustrado no Gráfico I. Gráfico I: Atividade relativa para diferentes tipos decoalho a temperaturas entre 28 e 34 °C assumindo100% de atividade a 31 °C. PH Na faixa de pH normalmente utilizada para aprodução de queijo, a atividade enzimática aumentacom a diminuição do pH ou aumento da acidez Dornic,conforme ilustrado no Gráfico II. Gráfico II: Influência do pH na atividade relativade diferentes preparações. Concentração de proteínas A padronização em proteínas a valores entre 32 a 40 g/L, além de permitir uma maior regularidade de fabricação,permite a obtenção de coágulos mais
A fermentação propiônica em Parmesão
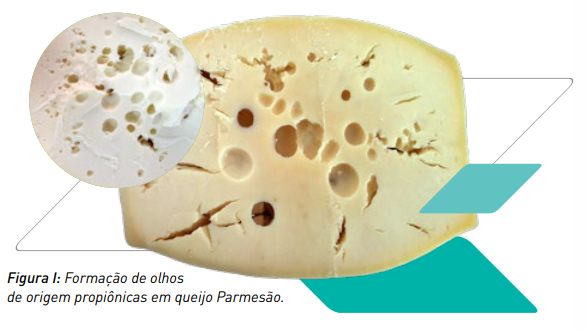
Na edição 77 aborda-se o desenvolvimento de bactérias propiônicas no queijo exerce papel importante no processo de maturação, influenciando diretamente a textura, o sabor e o aroma do produto. No entanto, quando ocorre crescimento excessivo, surgem defeitos indesejáveis, como olhaduras, trincas, alterações de sabor e até estufamento tardio. Diante disso, compreender os fatores que afetam essa fermentação — como pH, teor de sal e temperatura — é fundamental para garantir a qualidade do queijo Parmesão. Em geral, o desenvolvimento moderado de bactérias propiônicas naturais do leite neste tipo de queijo desempenha um papel importante no processo de maturação, contribuindo tanto para a estrutura da massa quanto para a formação de sabor e aroma no produto, através do metabolismo de lactatos, da proteólise e da lipólise. Entretanto, quando o crescimento é excessivo, pode ocorrer a formação de olhos, alterações de sabor e aroma e, dependendo da intensidade, o estufamento tardio. As olhaduras se caracterizam por serem redondas, lisas e brilhantes, podendo ser distribuídas de forma uniforme ou não. A Figura I ilustra a formação de olhaduras em queijo Parmesão pela produção de gás por bactérias propiônicas com duas manifestações distintas. No queijo da direita, além da formação de olhaduras, também há trincas. Este tipo de estrutura é mais comum em queijos como o Parmesão, em função da menor elasticidade da massa em comparação, por exemplo, à massa de um queijo Emmental. São várias as espécies propiônicas que podem causar este problema, mas o P. freundenreichii parece ser a mais frequente. As alterações de sabor são caracterizadas pela formação de gosto adocicado com tendência a frutado, em decorrência dos produtos oriundos da fermentação propiônica, como a prolina, os propionatos e os acetatos. A intensidade da fermentação depende do pH, da concentração de sal e da temperatura de maturação do queijo. Avaliando-se isoladamente cada um destes fatores, deve-se considerar o seguinte: O ciclo térmico no tanque de fabricação e o tempo de fermentação pós-fabricação devem favorecer plenamente o trabalho do fermento. Vale reforçar veementemente que este tipo de queijo definitivamente não permite sua entrada na salmoura no mesmo dia de sua fabricação. Da mesma forma, faz-se necessária a correta manutenção da salmoura — grau de pureza, temperatura, pH, concentração de sal e a garantia do tempo mínimo necessário de permanência do queijo na salmoura. Com relação à temperatura de maturação, as tecnologias italianas preconizam curar entre 16 e 18 °C. Certamente, estas condições são muito favoráveis ao desenvolvimento das atividades que envolvem o processo de maturação, porém é preciso ter cuidado. Considerando-se a diferença de qualidade dos leites italianos e brasileiros, esta faixa de temperatura deve ser considerada elevada para os nossos padrões. Nossa experiência não deixa dúvidas de que é melhor ser mais prudente e trabalhar entre 12 e 14 °C e, excepcionalmente, entre 14 e 16 °C. A bactofugação e algumas culturas bioprotetoras, usadas principalmente no combate a butíricos, também influenciam o crescimento de propiônicos em queijo Parmesão. Maturação de queijos de massa mole Sequências de maturação e faixa de ajuste usualmente empregadas em tecnologias de queijos demassa mole – B. Mietton, E. Notz et I. Chablain – Le Fromage:
Iogurtes: algumas alternativas de tecnologia
Na edição 78 aborda-se como a acidificação do leite por fermentação é um dos métodos mais antigos de conservação, responsável por originar uma variedade de produtos conhecidos como leites fermentados, como kumiss, kefir, leite acidófilo e iogurte. Tradicional nos Balcãs e no Oriente Médio, o iogurte se popularizou mundialmente e vem sendo estudado por suas qualidades organolépticas, nutritivas e terapêuticas. Esse conhecimento permite compreender melhor sua fabricação e valor nutricional, além de atender ao crescente interesse por iogurtes com maior teor proteico, obtidos por diferentes técnicas de processamento. A acidificação do leite por fermentação é um dos métodos mais antigos de sua conservação, com capacidade de conferir-lhe qualidades organolépticas apreciáveis. Existem diversos métodos de se realizar estas fermentações em distintas partes do mundo, que dão origem a uma variedade de produtos conhecidos como leites fermentados, incluindo kumiss, kefir, leite acidófilo e iogurte. Esses produtos variam consideravelmente em composição, sabor e textura, de acordo com o tipo de leite, a natureza dos organismos presentes na fermentação e o processo de fabricação utilizado. A palavra “iogurte” é derivada da palavra turca “jugurt” e trata-se de uma bebida tradicional nos Balcãs e no Oriente Médio. No entanto, sua popularidade se espalhou para a Europa e para muitas outras partes do mundo, com aumento significativo de consumo nos últimos anos. Estudos realizados em países das comunidades europeias, particularmente na Bulgária, contribuíram decisivamente para a compreensão das dietas saudáveis ligadas ao consumo de leites fermentados. Consequentemente, é oportuno rever o conhecimento em termos de processamento e fabricação; sua microbiologia e bioquímica e suas qualidades organolépticas, nutritivas e terapêuticas, sendo que, ao fazê-lo, identificamos abordagens que tratam as propriedades nutricionais e terapêuticas de cada leite fermentado, segundo as variações de processo e microbiologia. Como na maioria das vezes, as abordagens sobre o assunto tratam de forma mais frequente o aspecto técnico em detrimento da contribuição nutricional. Cabe refletir que, compreender e então agregar valor ao desenvolvimento desses produtos pode ser uma prática de interesse mútuo: da indústria e do consumidor. Iogurtes com alto valor proteico Os iogurtes com elevado percentual proteico ganharam interesse dos consumidores nos últimos anos. Parte desta impulsão decorre de melhorias no sabor e textura, mas também por evidências científicas sobre os benefícios para a saúde aportados pelo consumo de proteína em geral e mais especificamente proteínas lácteas como as do soro. O teor proteico do iogurte pode ser aumentado em dois momentos da fabricação: Antes da fermentação, por adição de: Após a fermentação do produto, por: A concentração antes da fermentação evita a produção de soro ácido, porém apresenta o inconveniente de diminuir a digestibilidade do produto, uma das mais tradicionais características dos iogurtes concentrados. Por outro lado, a concentração após a fermentação apresenta o inconveniente da geração de grandes volumes de soro ácido, cujo reaproveitamento é uma preocupação para a indústria de laticínios. Ao redor do mundo, diferentes técnicas de processamento são utilizadas, influenciando a composição do iogurte, sua estrutura, reologia e propriedades sensoriais. Estas variações dão origem a uma grande diversidade de iogurtes e leites fermentados de alto teor proteico, concentrados ou drenados, elaborados em diversos países sob diferentes nomenclaturas, como, por exemplo, o Labneh no Mediterrâneo Oriental, o Torba na Turquia, o Stragisto na Grécia, o Chakka na Índia e o Ymer na Dinamarca. Um recente estudo de seleção e identificação de culturas naturalmente presentes nas produções desses iogurtes mostrou que, além da diversidade microbiológica encontrada, as características de formação estrutural, viscosidade e acidificação devem ser tratadas de maneira muito específica quando se objetiva a elaboração de produtos com alto valor proteico. A proteína adicionada ou concentrada auxilia na obtenção de um corpo firme e de uma mínima separação de soro, mesmo sem o uso de agentes estabilizadores. À medida que o teor proteico dos iogurtes aumenta, a porosidade do gel diminui, o que pode ser evidenciado pela microscopia eletrônica de varredura. Iogurtes produzidos com leites desnatados e suplementados podem ser adicionados com proteína de leite em pó ou soro em pó, elevando os sólidos lácteos a números próximos de 5,60% de proteína. Para todos esses casos, é importante a escolha de culturas de iogurte de baixa viscosidade em comparação àquelas usualmente comercializadas para iogurtes batidos. Isso promove uma boa capacidade de fermentação com estrutura firme, sem apresentar fios ou excesso de gomosidade, o que é definitivamente uma característica negativa em produtos fermentados ricos em proteína e em sólidos lácteos. Rótulo limpo e sem conservantes A demanda do consumidor por rótulo limpo aumentou nos últimos anos. No entanto, alimentos de rótulo limpo ou clean label, com listas de ingredientes simples e minimalistas, geralmente exigem critérios rigorosos de produção, a fim de evitar que apresentem qualidades sensoriais menos desejáveis. Entender a abrangência da tendência de rótulo limpo em leites fermentados deve ser um tema de grande interesse para a indústria de alimentos. Os resultados de uma análise experimental sugeriram que a rotulagem limpa aumenta significativamente a probabilidade de escolha do consumidor. O iogurte é uma categoria de produtos alimentícios na qual foram realizados esforços significativos de reformulação para satisfazer a demanda do cliente por rótulo limpo. Esses esforços de reformulação visaram à eliminação de ingredientes como corantes artificiais, conservantes químicos e amidos modificados. Para características sensoriais, a sensação cremosa na boca e a aparência suave parecem ser fatores críticos no iogurte. Paralelamente, o produto deve apresentar o mínimo possível de sinérese, ou expulsão de soro líquido. Em substituição aos conservantes químicos, a opção por bactérias láticas dotadas de mecanismos de inibição ao crescimento de culturas indesejáveis tem se mostrado uma solução interessante na direção do rótulo limpo. Aplicações práticas Nossas experiências práticas evidenciam que iogurtes desnatados podem ser fabricados com teor de proteína total variável entre 5,00% e 12,00%, e entre 11,00% e 15,00% de sólidos a partir de leite desnatado fortificado. Um concentrado contendo aproximadamente 84% de proteína do leite foi adicionado a um leite desnatado para obter 11,30% de proteína total e 15% de sólidos totais. A mistura foi homogeneizada, pasteurizada a 90 °C por 10 minutos