A 84ª edição do boletim de tecnologia de laticínios traz detalhes sobre os mais recentes investimentos da Tirolez – empresa que se tornou uma das maiores fábricas de produção de queijos do Estado – e mais: tudo o que você precisa saber sobre a produção do Queijo Parmesão Ralado.
Queijo Parmesão Ralado

A produção de queijo ralado ocupa lugar de destaque na produção de queijos no Brasil, perfazendo um total de 27.044 toneladas no ano de 2021 de acordo com os últimos dados atualizados pela Associação Brasileira das Indústrias de Queijo – ABIQ. Considerando-se a sua importância econômica para o setor, entendemos que seria oportuno este registro tecnológico no Via Láctea.
Classificação
De acordo com a legislação vigente os queijos ralados podem ser classificados em:
- Desidratados ou parcialmente desidratados
- Não desidratados
Nos dois casos, de acordo com a ou as variedades de queijo eles podem ser elaborados com:
- Uma única variedade de queijos;
- Apenas queijos de baixa umidade;
- Queijos de média umidade com ou sem queijos de baixa umidade.
A partir desta classificação várias denominações são possíveis em função da ou das variedades de queijo usados.
Nós nos ateremos aos conceitos de elaboração de um ralado obtido exclusivamente a partir de uma variedade de queijo de baixa umidade cuja denominação de acordo com a lei é: Queijo Parmesão Ralado.
Matéria-Prima
Além de um período mínimo de maturação de 6 meses, a composição físico-química do queijo tem grande importância. O seu teor de gordura, por exemplo, tem influência decisiva no comportamento do queijo no ralador, na secagem e no produto. O ideal é usar queijos oriundos de leite com teor de gordura padronizado entre 2,0 e 2,4%.
Toilette ou Limpeza
Antes de se iniciar o processo de ralação, é importantíssimo que o queijo passe por um processo de limpeza e esterilização da crosta. Diferentes meios podem ser usados com o objetivo de encontrar a melhor forma de fazer chegar ao ralador uma forma de queijo que não comprometa os equipamentos e o produto ralado. A definição dos procedimentos de limpeza depende diretamente do estado em que se encontra a casca do queijo. Existem situações nas quais basta retirar a embalagem, passar uma solução de álcool a 70% na casca e iniciar a ralação. Nos casos em que uma toilette se faz necessária, os procedimentos usados são:
- Imersão as formas em um tanque com água a 40 °C por 15 minutos, para depois escová-las com uma escova de nylon, enxaguá-las e colocá-las para secar;
- Após secagem, aplicação de uma solução de álcool a 70% ou torneamento e aplicação de uma solução de álcool a 70%;
- Flambagem da casca com maçarico após a limpeza em substituição à aplicação de solução alcoólica é uma outra opção.
Aspecto e Textura
De acordo com o processo de ralação, o produto pode apresentar as seguintes variações de aspecto e textura:
- Grãos menores – pó;
- Grãos maiores – grosso;
- Filetes mais ou menos finos – fiapo.
Cada um destes tipos tem seu ralador apropriado. O secador é o mesmo para todos, mas a peneira usada após a secagem, possui malha diferente.
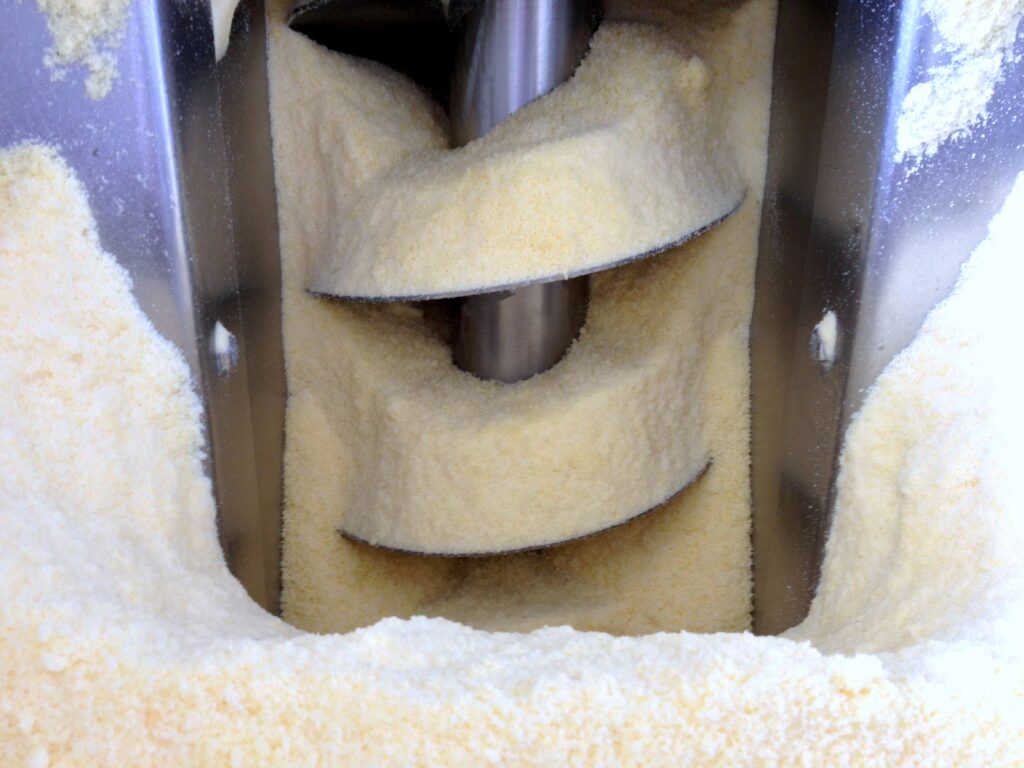
O processo de ralação e secagem
O equipamento de ralação possui, além do ralador, uma peneira acoplada. Sua finalidade é separar pedaços maiores e cascas de queijos após a ralação. Este material separado será em seguida triturado em um moinho a martelo tornando-se um ralado fino que será incorporado a cada batelada a secar numa proporção de normalmente 10%.
Os equipamentos de secagem podem ser a gás ou a vapor. Nos secadores a gás, a temperatura não deve ultrapassar 45 ºC, pois a chama fica muito próxima podendo causar amarelamento e separação de gordura do queijo. Nos secadores a vapor a temperatura recomendada é variar entre 60 e 65 °C. O tempo de secagem depende da umidade inicial da matéria-prima e da umidade final pré-determinada pela empresa para o produto. A legislação permite até 20%, porém por questões de segurança e ganho de vida útil, recomenda-se trabalhar com 18 – 19%. Nos aquecedores a gás o tempo de secagem é mais longo, variando de 35 a 45 minutos enquanto nos secadores a vapor é mais rápido, oscilando entre 15 e 20 minutos. Após a secagem, o produto passa por uma etapa de resfriamento cuja duração média é de 10 – 12 minutos. Em seguida o ralado é retirado do forno e passa por uma peneira antes de ir para as esteiras das máquinas de envase.
Adição e aditivos
Os aditivos podem ser adicionados no início ou no término da secagem ou logo antes do resfriamento, tomando-se o cuidado de parar por alguns minutos o agitador. Os aditivos podem ainda ser adicionados na peneira que antecede o envase.
Aditivos permitidos pela legislação são:
| Produto | Função | Concentração Máxima |
| Ácido Sórbico | Conservante | 1000 mg / Kg |
| Natamicina | Conservante | 5 mg / Kg |
| Celulose Micro Cristalina | Antiaglutinante | b.p.f. |
| Dióxido de Silício | Antiaglutinante | 5 g / Kg |
Embalagem:
A temperatura ideal do local é de 25 °C e, portanto, a sala de embalagem deve ter o ambiente climatizado para esta temperatura. A limpeza e a higiene em geral assim como o uso de equipamentos de purificação do ar são de extrema importância para a garantia da qualidade do produto.
Recomenda-se o uso de embalagem de boa qualidade. Não use embalagem transparente para evitar alterações de cor e estrutura do ralado pela luminosidade.
A velocidade da máquina de envase deve ser bem ajustada, com atenção especial à regulagem e constância da temperatura de selagem, que deve obedecer criteriosamente às recomendações do fornecedor. As soldas, vertical e horizontal, não devem apresentar micro furos. Selagem defeituosa gera problemas com bolores no ralado.
O uso de atmosfera protetora ou atmosfera modificada é uma opção interessante, pois a injeção de gases na embalagem prolonga o prazo de validade do queijo ralado. Os gases mais comumente usados são o nitrogênio – N2 e o gás carbônico – CO2. O nitrogênio irá substituir o oxigênio e o CO2 reage com a água livre do queijo formando ácido carbônico – H2CO3, que deixa o ambiente mais ácido ajudando a combater possíveis bolores ou outras contaminações. Com relação à dosagem e às proporções dos gases, aconselha-se o contato com as empresas fornecedoras destes gases para os ajustes adequados a cada necessidade.
Armazenagem e transporte
O queijo ralado deve ser armazenado em local seco e arejado e se possível a uma temperatura de 25 °C.
O transporte de ser realizado sem refrigeração e preferencialmente em caminhões exclusivos para queijo ralado.
Considerações gerais
Uma indústria que se preocupa com a qualidade de seu produto, deve se organizar para que o setor de queijo ralado passe por uma limpeza e uma sanitização geral a cada 6 dias trabalhados. Todos os equipamentos devem ser desmontados, rigorosamente limpos, higienizados e secados. Idem para tetos, pisos e paredes.
Pontos críticos
Como em qualquer outra tecnologia, a produção de queijos ralados convive com uma série de pontos críticos, que necessitam ser cuidadosamente observados na produção, pois eles interferem na qualidade do produto. A seguir são apresentados alguns destes pontos críticos e seu mecanismo de influência:
- O controle da qualidade microbiológica e físico-química do ar quente que passa pelo secador é muito importante, pois o ar entra em contato direto com o queijo ralado e evidentemente é uma fonte de contaminação;
- Com relação à matéria-prima temos vários pontos:
- Maturação incompleta – gera perda de qualidade sensorial, dificulta a ralação propriamente dita; embuchando o ralo, torna o ralado mais susceptível ao amarelamento e a soltar gordura em função do aumento do tempo de secagem;
- Umidade alta – igualmente ocasiona dificuldade de ralação e aumento do tempo de secagem;
- Elevado % de gordura – provoca dificuldade na ralação, aumento do tempo de secagem e dificuldade da secagem propriamente dita. Pode contribuir com a formação de sabores induzidos pela luz causado pela oxidação de lipídeos;
- Microbiologia fora dos padrões – pode promover o desenvolvimento de contaminantes com ou sem produção de gás e provocar alterações sensoriais;
- O excesso de casca de queijo oriundo do moinho de martelo deve ser minimizado ao máximo possível, pois gera despadronização de granulometria e alteração do sabor e do aroma do ralado.
- O emprego de temperatura de secagem acima do recomendado deve ser evitado, pois causa amarelamento e liberação de gordura. Caso haja necessidade tecnológica; queijo gordo úmido, o mais correto é baixar um pouco a temperatura e aumentar o tempo de secagem;
- O prolongamento do tempo de secagem acima do recomendado, pois causa o amarelamento e a liberação de gordura. Se o aumento do tempo não se constituir uma necessidade tecnológica como, por exemplo, elevado teor de gordura ou umidade, o ralado pode ter uma secagem excessiva causando perdas de rendimento;
- A umidade do produto acima de 20%, além do desrespeito ao aspecto legal, facilita a aglomeração do ralado e o desenvolvimento de eventuais contaminantes, sobretudo mofos e leveduras;
- Umidade do produto abaixo de 18% deve evitada por questões financeiras;
- Atenção às concentrações de aditivos para não exceder aos limites legais;
- A quantidade de oxigênio disponível nas embalagens também interfere na estabilidade do produto, sobretudo quando exposto à luz. A embalagem transparente facilita esta exposição e, portanto, interfere na estabilidade. O oxigênio pode estar dissolvido no produto ou vir a se dissolver, mas pode também estar presente no espaço livre, tendo permeado pelo material de embalagem, quando este é de baixa qualidade;
- A presença de microfuros na embalagem ou ocasionados por deficiência na selagem/solda, vertical e/ou horizontal, permite a entrada de oxigênio e facilita o desenvolvimento de eventuais contaminantes principalmente mofos;
- As embalagens transparentes devem ser evitadas, pois a exposição do ralado à luz tem efeitos na sua estabilidade. As principais alterações decorrentes da luz são a formação de sabores estranhos como, por exemplo, sabor de ranço ou sabor metálico. A luz pode ser responsável também por mudanças de cor. A estrutura pouco compacta do queijo ralado facilita a penetração da luz acelerando estas reações;
- Delaminação da embalagem em decorrência da baixa qualidade da embalagem;
- Evite de todas as maneiras a postergação do dia da limpeza geral. Ela é vital ao processo;
- As máquinas de envase e as esteiras que as abastecem, assim como as bobinas, devem ser fechadas.

Tirolez inaugura planta de Caxambu do Sul, sua maior e mais moderna unidade fabril, com foco na produção de Mussarela
A Tirolez, maior indústria 100% brasileira de queijos, inaugura nesta quarta-feira (20) a unidade em Caxambu do Sul, Santa Catarina, que contou com um investimento de R$ 150 milhões e passa a ser a maior unidade fabril da companhia e uma das maiores em produção de queijos do Estado. Com capacidade de processamento de 01 milhão de litros de leite por dia e de produção de 05 mil toneladas de Mussarela por mês, a planta foi planejada para atender a demanda crescente e acelerar a presença da empresa nos mercados nacional e internacional.
Nesta fase, a planta será dedicada à produção de Mussarela, um dos queijos mais consumidos pelos brasileiros, para garantir uma variedade de formatos e gramaturas, e os atender em variados momentos de consumo com conveniência e praticidade. No entanto, a fábrica está preparada também para receber novos produtos, como: Requeijão e Cremes de Queijo.
Marcel de Barros, CEO da Tirolez, comenta que “o investimento na planta de Caxambu do Sul faz parte do Plano de Expansão de Modernização industrial da companhia e tem como principal objetivo suportar o crescimento dos próximos anos da Tirolez, começando com o atendimento da demanda crescente por mussarela, queijo mais consumido pelos brasileiros. Além disso, a nova unidade traz mais eficiência aos nossos parques fabris, pois garante maior especialização e maior escala nos processos de produção, e consequentemente ajuda muito na eficiência operacional”.
A unidade de Caxambu do Sul conta com as tecnologias mais modernas de classe mundial no processamento e envase de produtos lácteos, além de utilizar energia 100% renovável, em linha com o compromisso da Tirolez com a sustentabilidade. Além disso, nasce com um conceito de produção automatizada, o que reduz o consumo de água e a geração de efluentes.
A região Sul é atualmente a terceira região em representatividade para a Tirolez. “Quando olhamos para o potencial da região certamente podemos crescer muito e atuar entre as marcas líderes. A inauguração da nova planta de Caxambu do Sul e o desenvolvimento do relacionamento com os principais players do varejo regional fazem parte do nosso plano de desenvolvimento na região”, acrescenta Cícero Hegg, sócio-fundador da Tirolez. Cícero ainda comenta que a inauguração é “fruto do trabalho de todo o time de colaboradores, que é o coração da Tirolez”.
Movimentando a economia local e fomentando a produção de leite na região oeste de Santa Catarina de forma sustentável, a Tirolez prevê gerar cerca de 130 novos empregos diretos quando estiver operando com plena capacidade, conforme previsto para 2025.
“O pioneirismo e a inovação estão no nosso DNA. A Tirolez contribuiu para a construção e a evolução da indústria do queijo no Brasil. Nós somos protagonistas dessa história. Lançamos a linha light, a linha zero lactose, produtos como o creme de ricota e de minas frescal. E agora, com essa nova fábrica, vamos continuar inovando e abrindo novos mercados”, acrescenta Carlos Hegg, sócio-fundador da Tirolez.
Sobre a Tirolez
Fundada há 43 anos, a Tirolez é uma das mais tradicionais marcas de laticínios do País. Com mais de 1.800 colaboradores, a empresa dispõe de cinco fábricas e um Centro de Distribuição em São Paulo. Suas fábricas localizam-se em Minas Gerais (Tiros e Arapuá), em São Paulo (Monte Aprazível e Lins) e em Santa Catarina (Caxambu do Sul).Os produtos Tirolez possuem grande aceitação no mercado brasileiro em razão da elevada qualidade e tradição. Tais características decorrem, entre outras causas, da qualidade do leite, do cuidado e do carinho que dedica a seus produtos durante todas as etapas de produção. O portfólio da empresa é composto por mais de 30 tipos de produtos e mais de 100 SKUs, que podem ser encontrados em todo o Brasil.
Para baixar a 84ª edição do Boletim Via Láctea na íntegra, clique aqui.